The majority of new equipment today involves some form of electronics, as well as the principal of electronic flame detection and the use of flame rectification as a safety and flame proving system. This is the case with both Forced Warm Air systems and Forced Hot Water systems.
There are, however, different ways it is applied—from intermittent pilot application to direct spark ignition and including hot surface ignition. Each of these systems has its own distinct advantages as well as some disadvantages. It can be easy to jump to conclusions and just keep changing parts until perhaps you fix the problem, but that can be time-consuming and expensive.
The controls that are used on equipment today are unique to a particular facet of operation. Understanding their operation and troubleshooting them is covered in this article on the Honeywell ST 9141A control, which is used on Gas Forced Warm Air systems.
I invite you to visit our Facebook page, Timmie’s Tips on Gas. I look forward to seeing you there.

Honeywell ST 9141A control
For use on gas forced warm air systems
The ST9141A-1002 Electronic Fan Timer integrates control of all combustion blower and circulating fan operations in a gas warm air furnace. This control is the central wiring point for most of the electrical components in the furnace. The basic purposes of the ST9141A-1002 are to monitor the thermostat for heat, cool and fan demands, and run the induced draft blower motor up to a two-speed circulating fan as required. The ST9141A-1002 monitors an SPDT pressure switch, burner limit and primary limit.
A Honeywell SV9500 Hot Surface Pilot Ignition System Control manages the burner, which is energized through the pressure switch. A light-emitting diode (LED) indicates system status.
In addition, this model includes electronic air cleaner and humidifier convenience terminal connections.
Note: Use this control to replace an identical ST9141A-1002 Electronic Fan Timer only. This control is not for use in general applications.
The difference between the ST9120 series and the ST9141 is that the LED status indicator was added to the left of the two dipswitches.
ST9141 is similar to ST9120:
• Heat fan
Ø ON delay 30 seconds
Ø OFF delay adjustable (60, 100, 140, 180 seconds)
• Cool fan
Ø ON delay six seconds
Ø OFF delay 60 seconds
Light emitting diode
• Pulsing dim/bright—normal operation
• Off with control powered—defective control
• No pulsing dim/bright when powered—defective control
• Flashing
Ø One flash: burner limit open
Ø Two flashes: primary limit open
Ø Three flashes: pressure switch did not recycle during off cycle
Ø Four flashes: control in lockout due to overheating (limit open for more than 150 seconds on each of three consecutive cycles)
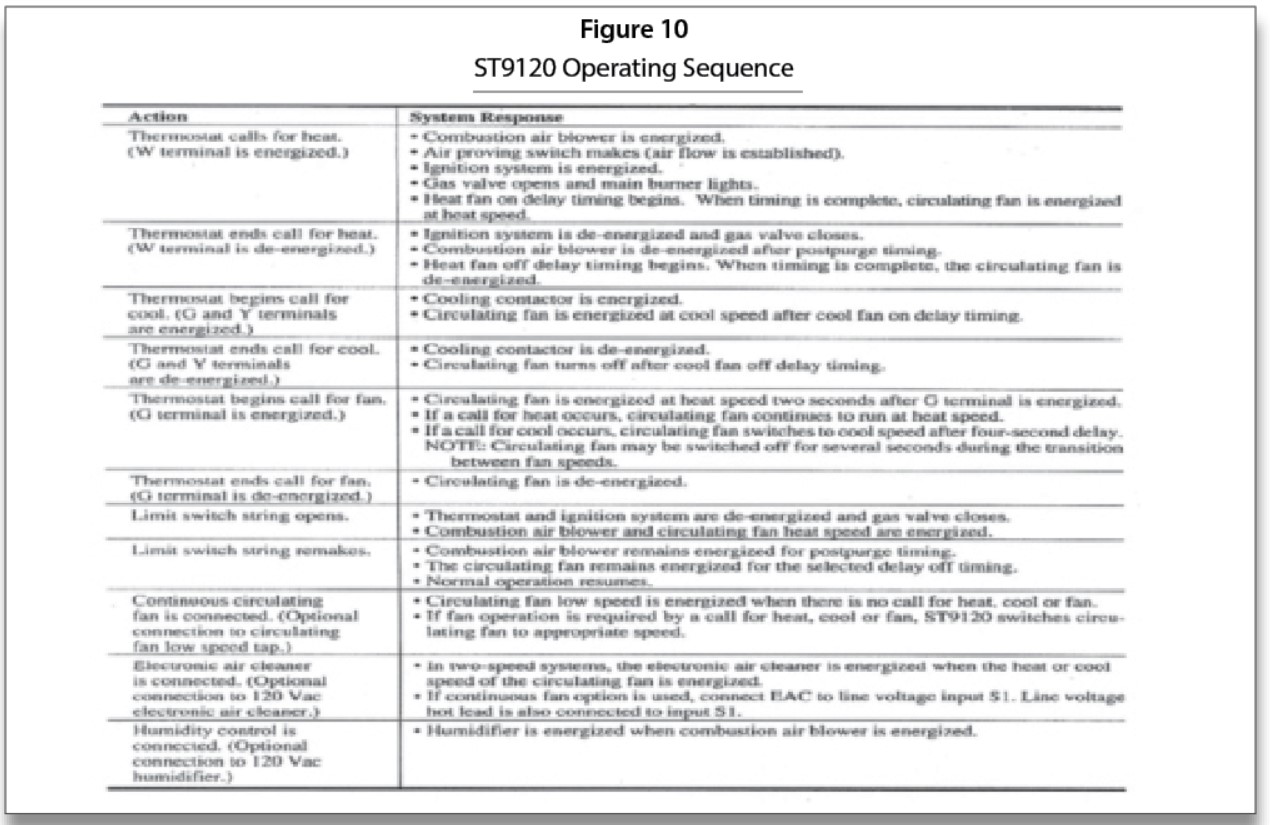
Figure 2 shows the two dipswitches for Fan Off time setting. The Fan On time is fixed at 30 seconds. Figure 3 expands on the LED status light diagnostics. This along with the operating sequence and the diagrams to follow will make troubleshooting much easier.


Figures 4, 5 and 6 show both the internal and wiring connections for the ST9141. Figure 6 shows an expanded view of the nine pin CN1 connector. That connector is also identified in Figure 4 and Figure 5. ICM




Part 1, from the Nov/Dec 2023 Indoor Comfort
Part 2, from the Jan/Feb 2024 Indoor Comfort
We continue our discussion of modern heating systems and the advanced electronic controls associated with furnaces and boilers. It is always important to understand the basic fundamentals associated with these systems.
The majority of our equipment today uses electronic controls as well as the principal of electronic flame detection and flame rectification as a safety and flame-proving system. This is the case with both Forced Warm Air Systems and Forced Hot Water Systems.
There are, however, different ways it is applied—from intermittent pilot application to direct spark ignition and including hot surface ignition. Each of these systems has its own distinct advantages and problems. Next in this series of resolving burner issues related to these systems, we offer corrections and diagnostics. It can be easy to jump to conclusions and change parts until you hopefully solve the problem. That is, however, time consuming and costly.
In this series, Advanced Controls for Gas Heating, we will continue to break down and examine individual controls, working toward Universal Replacement Controls—one control that replaces many others, making servicing these systems much easier—as well as simplifying truck stock.
I invite you to visit our Facebook page, Timmie’s Tips on Gas, I look forward to seeing you there.
Electronic Furnace & Boiler Controls
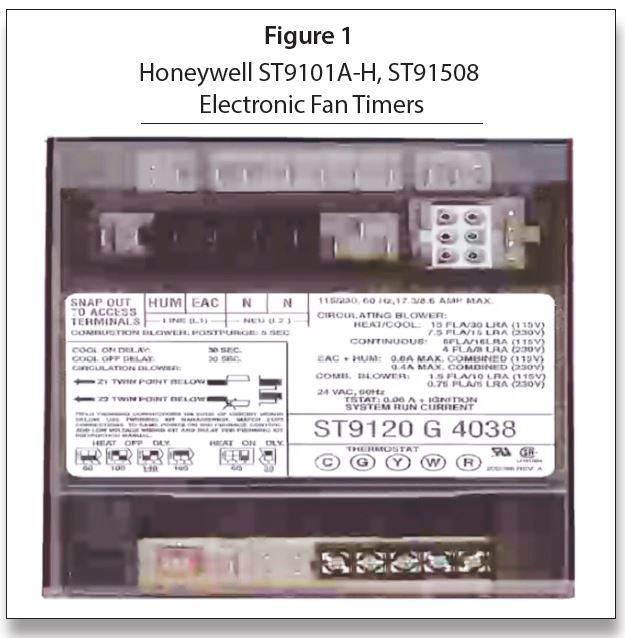
The Honeywell ST9120A-H/ST9150B Electronic Fan Timers integrate control of all combustion blower and circulating fan operations in a gas warm air system. This control is the central wiring point for most of the electrical components in the furnace. The basic purposes of the ST9120/ST9150 are to monitor the thermostat for heat, cool and fan demands; run the induced draft blower motor; and run a circulating fan (up to two speeds), as required. The electronic fan timers also monitor limit switch strings and energize separate ignition control systems through Single Pole Single Throw (SPST) pressure switches. The electronic fan timers feature either a fixed or a field-adjustable heat fan-on delay, a fixed or field-adjustable heat fan-off delay and a fixed or field adjustable cool fan-on delay, depending on the model.
Cooling fan on/off delay, extended combustion air blower postpurge, and an enclosure are available on selected models as noted in Figure 2. Electronic air cleaner (EAC) and humidifier (HUM) convenience terminal connections can be provided as an option. Continuous low speed indoor air circulation is also available as an option.
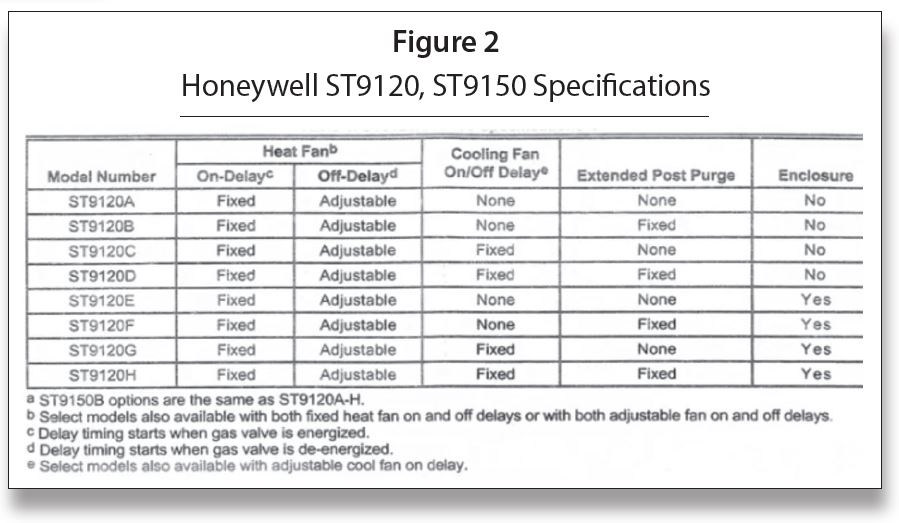
Figure 3 shows the various functions of this Electronic Fan Timer, which was the next step after the ST9101 series of EFTs with more control functions.
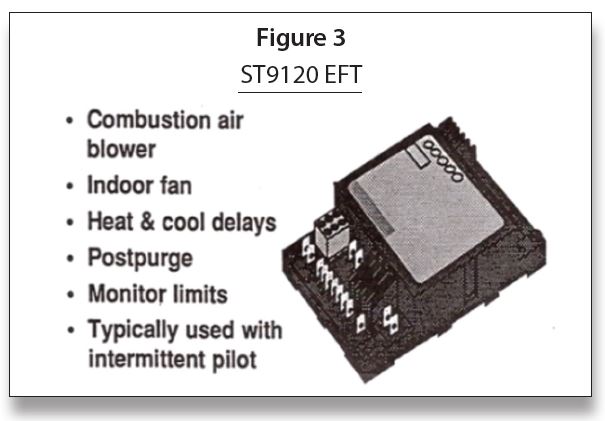
Combustion air blower
System (indoor) fan
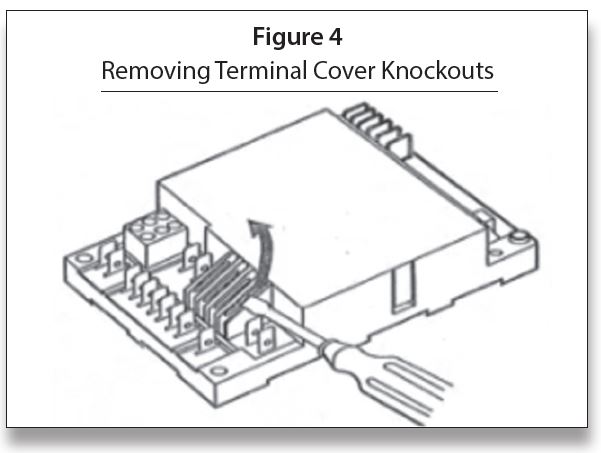
The electronic air cleaner and humidifier terminals require the knockouts to be broken away in order to connect. This is illustrated in Figure 4.
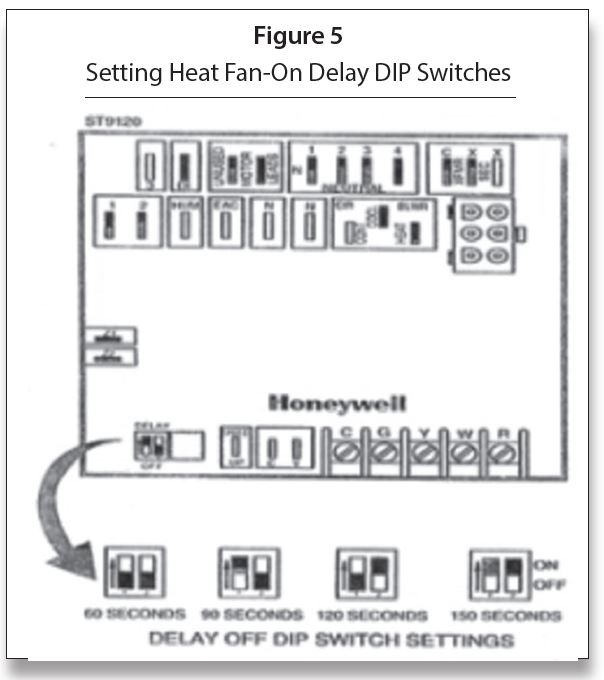
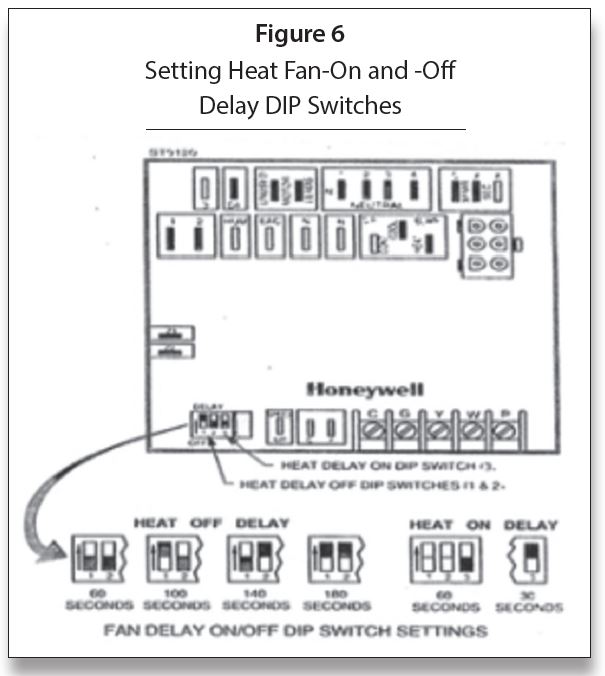
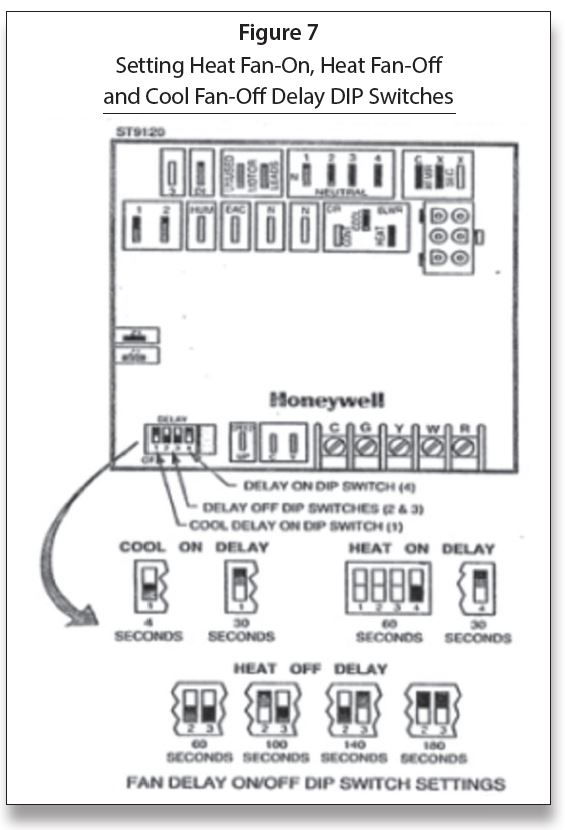
Function depends on the number of dip switches on the different versions of the ST9120. The units with only two dip switches (Figure 5) allow for heat fan-off delay only (times 60, 90, 120 and 150). The fan on time would be fixed at either 30 or 60 seconds. The units with three dip switches (Figure 6) allow heat on delay using Switch #3 set to 30 or 60 seconds, Switches #1 and #2 (times 60, 100, 140 and 180). The four dip switch units (Figure 7) allow Switch #1 to be set for four or 30 seconds cool on delay, Switch #4 heat on delay of 30 or 60 seconds and Switches #2 and #3 allow heat off delay of (times 60, 100, 140 and 180).
For a complete system diagram see Figure 8.
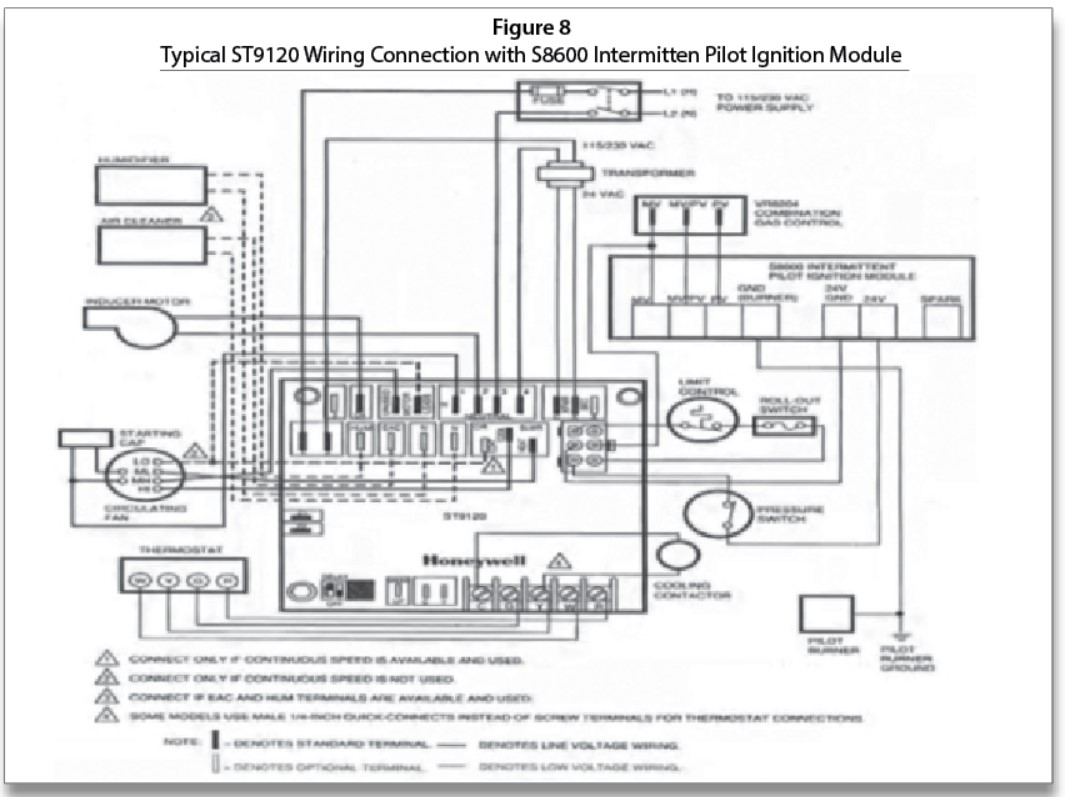
S8600 Module
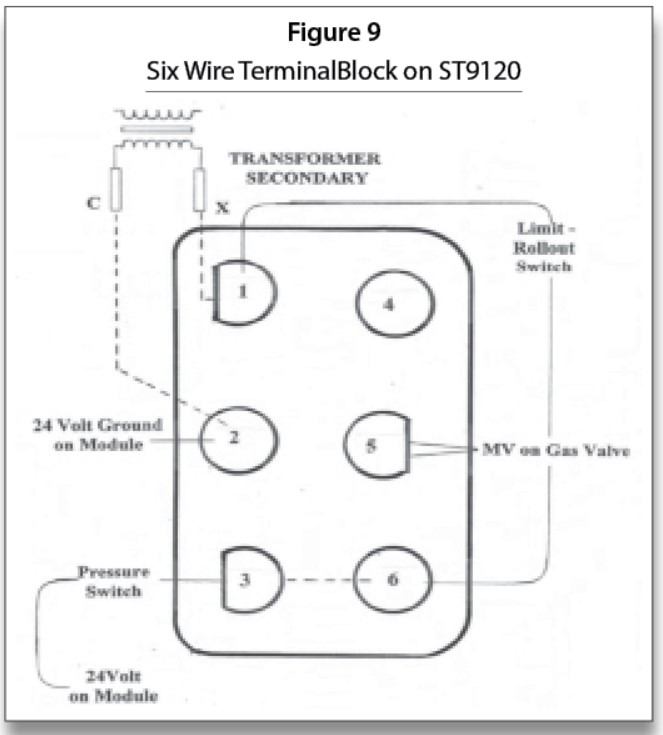
Figure 9 shows the CN1 6 pin connector terminal numbers and what they are attached to. ICM
As the gas industry has progressed, so have the requirements for electronic controls.
There are many setups that use rather sophisticated electronic controls to accomplish many of the functions required on systems today. Almost everything in modern-day homes uses some kind of microprocessor-type control.
The mandates for efficiency have pretty much driven the industry into the electronic age. We could probably still do some of the things we do with electromechanical controls, but it would be with great difficulty. These functions are much easier with microprocessor-type controls.
We will be discussing electronic controls used on furnaces and boilers. On the furnace side, we have electronic fan timers (EFTs) and integrated controls. On the boiler side, we have multi-zone panels and, specifically, integrated boiler controls.
Electronic Fan Timers
Electronic fan timers have been around a while. The ST9101 EFT is used on some standing pilot furnaces and the ST9103 is used on oil furnaces. The ST9103 EFT integrates control of burner and circulating fan operation in an oil furnace. The ST9101A; ST9120A-C, G; ST9141A integrates control of the combustion blower and circulating fan operation in gas warm air furnaces. The use of twinning on warm air systems today is also addressed by the twinning features on these controls. It is important to realize that these controls are configured for application to specific appliance models. They are intended for direct replacement of Original Equipment Manufacturer (OEM)-installed controls only as noted in the order table. Do not attempt to install these controls except as direct replacements for the specific Honeywell models noted in the order table.
We will also subsequently address the use of Universal Replacement Controls ST9120U-1003 and ST9120U-1011.
Figure 1 shows the ST9101A controls and the particular OEM they were used by. Later, as we address universal replacement controls, one can see that many of these are replaceable by a universal application.

The ST9101A EFT integrates control of all combustion blower and circulating fan operations for a gas warm air appliance. The basic purposes of the ST9101A are to monitor the thermostat and run a combustion blower with a two-speed circulating fan. The ST9101A monitors the thermostat for heat, cool and fan demands. The ST9101A also monitors a limit switch string, energizing the circulating fan when any of the limits open.
The basic ST9101 EFT is used principally on Rheem standing pilot furnaces with induced draft blowers.
• Fan control delays
• Induced draft blower
Usually the fan-ON time is fixed at either 30 or 60 seconds to meet the needs of a particular furnace, but the fan-OFF timing is adjustable to meet the needs of a particular application. This control from Honeywell is a set of screws that must be adjusted, as shown in Figure 2. The screw heads make contact between two wires to create an input to the electronic circuits.
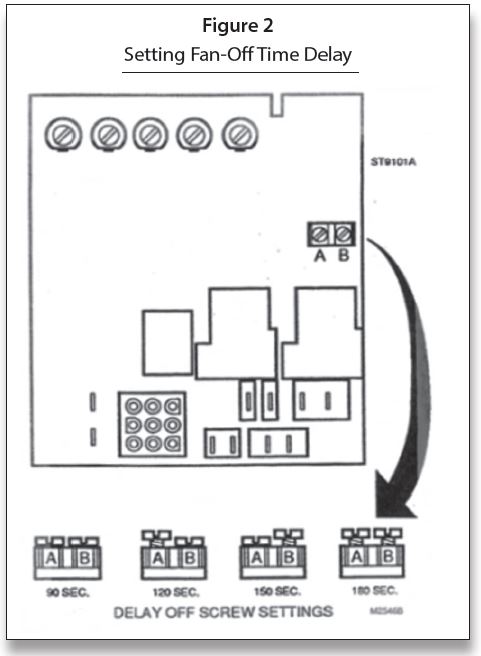
Some models use a different EFT, such as a Robertshaw Model RBC-1 shown in Figure 3, as the adjustment for blower off delay using the jumper on the control board to the pins desired.
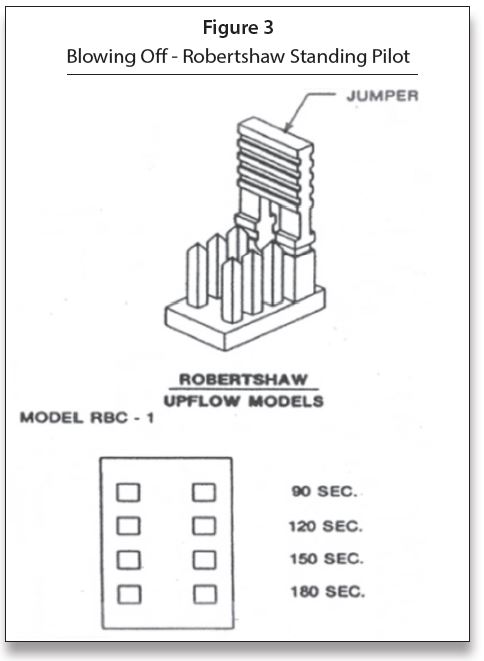
The operating sequence for the ST9101A is shown in Figure 4.
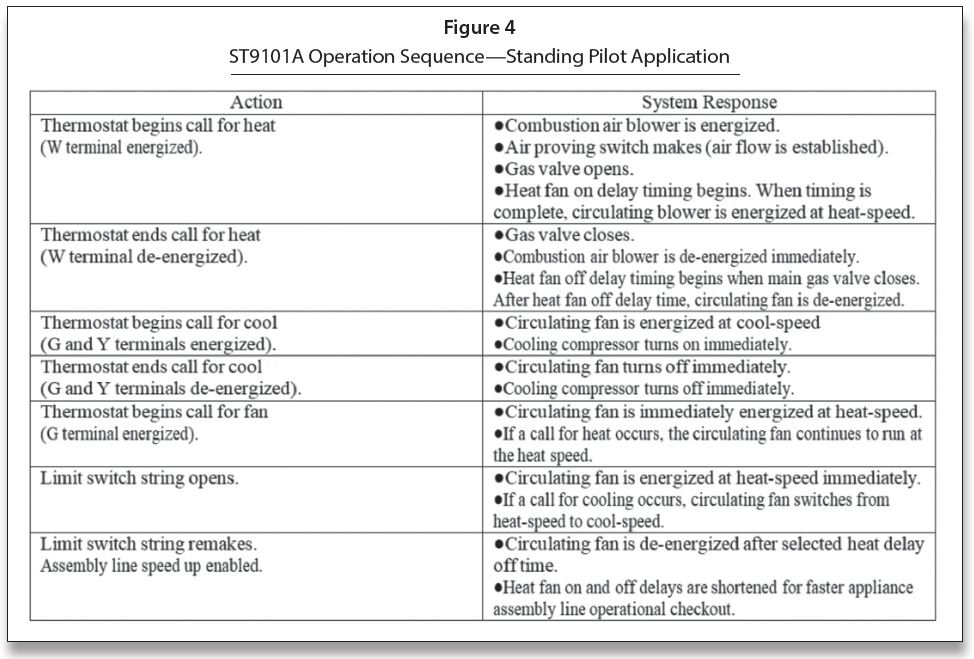
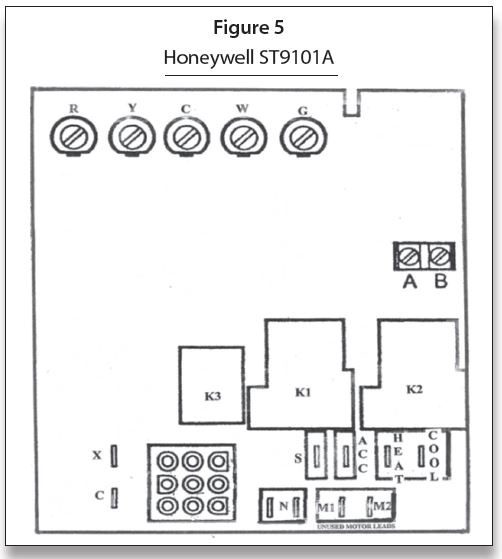
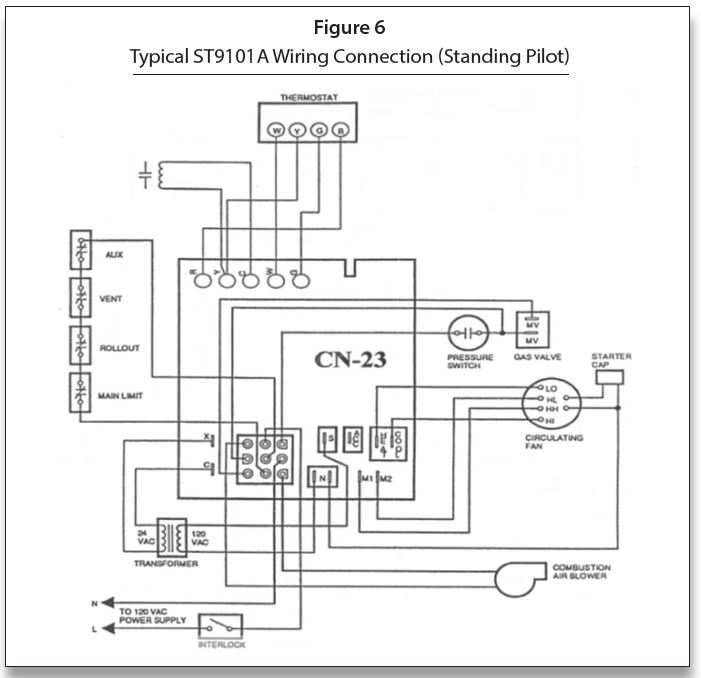
In the diagrams that follow, we will go through the sequence. In this step-by-step process, the pattern from various pins on the 9-pin connector labeled CN23 through the printed circuit board soldered connections will be followed. The schematic diagram shows those as dotted lines. The diagram fails to show the three relays used, so we will point them out as we trace the sequence. Figure 5 shows the various connections including the three relays labeled K1, K2 and K3. Figure 6 shows the CN23 pin numbers.
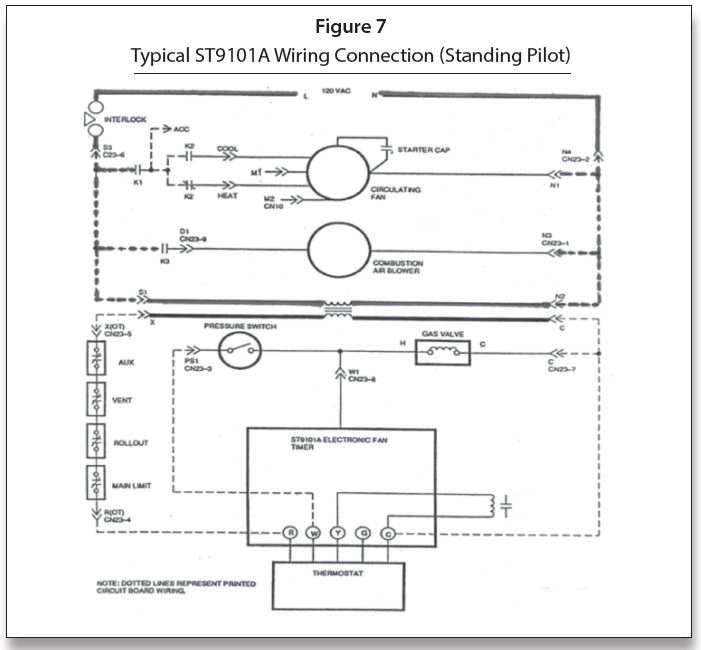
The schematic shown in the following drawings are a good example of a typical circuit used with EFTs.
The initial circuit is the 120 VAC circuit from L through the interlock applying 120 VAC to S1 to N2 the transformer primary. This puts 24 VAC on the secondary side of the transformer, which is an external transformer. What actually happens is, out of the interlock, 120 VAC goes to S-3/CN23 pin 6 to N4/CN23 pin 2. From pin 6, 120 VAC goes through the printed circuit (dotted lines) to S1 then an external wire to the transformer then to N2 and back through the printed circuit board wiring to CN23 pin 2/N4 back to N (neutral). This is shown in Figure 7.
When there is a call for heat, as shown in Figure 8, from the thermostat “R” to “W” the circuit is from the transformer to “X” though the printed circuit to CN23 pin 5. Then to the auxiliary limit, blocked vent switch, rollout switch and main limit to CN23 pin 3 to the pressure switch. The pressure switch is in the normally open (NO) position and will not close until relay K3 is energized. When K3 is energized, it will cause the Combustion Air Blower to come on (120 VAC) DI CN23 pin 9 to N3 CN23 pin 1, this will pull in the pressure switch.
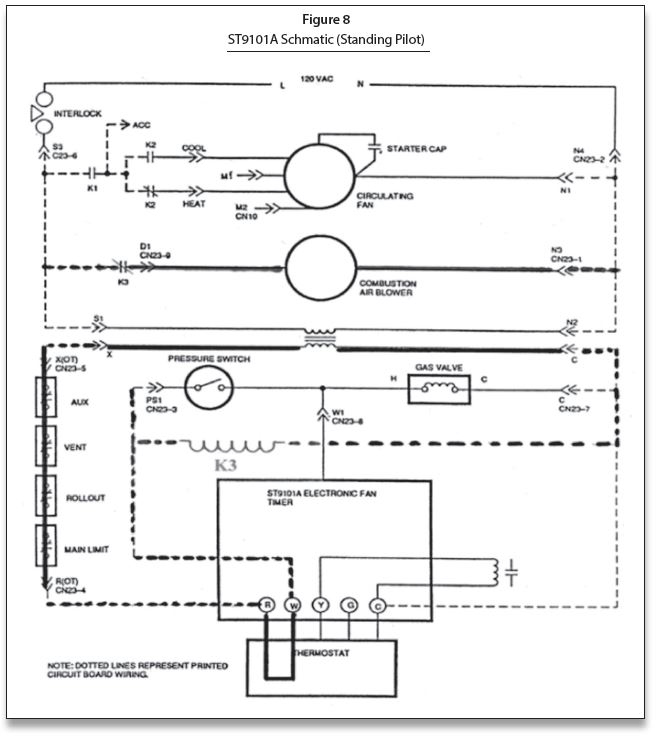
Figure 9 shows the pressure switch (now closed); the gas valve is energized H to C CN23 pin 7 back to “C” (common) on the transformer.
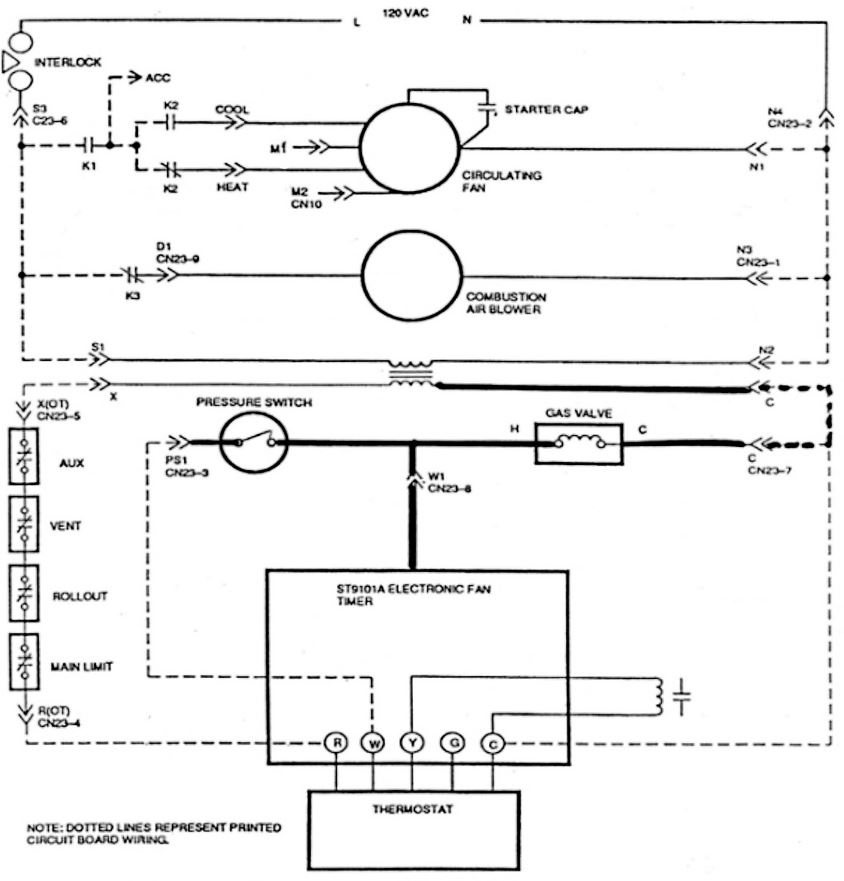
Figure 9
Figure 10 shows that there is also 24 volts fed to W1 CN23 pin 8, which starts the fan on delay timer to bring on the fan by energizing relay K1. This is turn causes switch K1 to close putting 120 VAC through relay switch K2 (set by putting the thermostat Heat/Cool switch on Heat).
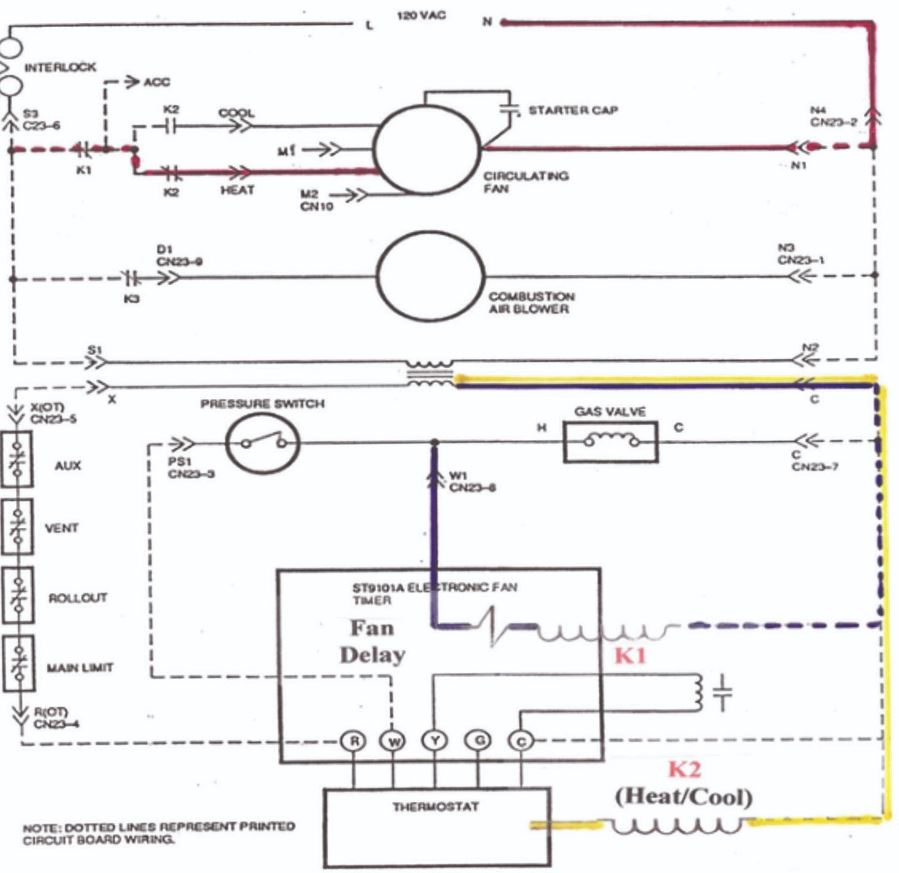
Figure 10
The system is now up and running. Figure 11 shows when the thermostat is satisfied “R” to “W” breaks de-energizing relay K3; this will shut down the Combustion Air Blower and the pressure switch will open. This will cause the gas valve to shut down and the fan-off delay will start as pre-set on the A & B screws for time.
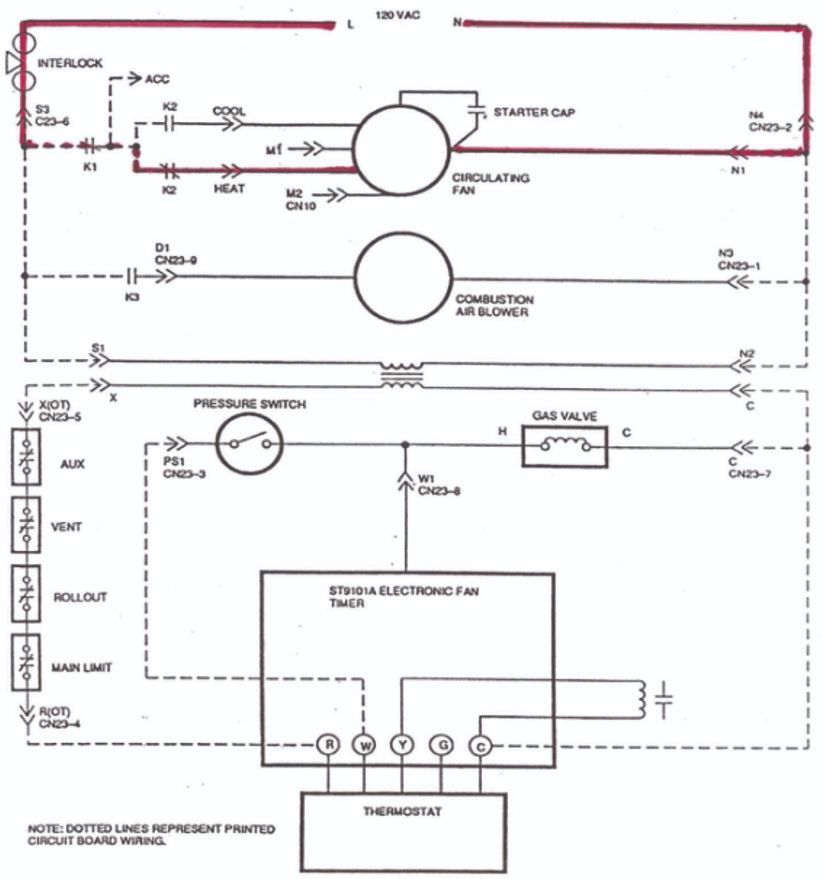
Figure 11
When the fan-off delay time is complete, the system will be totally shut down and waiting for the next call for heat.
Understanding this entire sequence can make the job of troubleshooting these systems much simpler. ICM
As we look at modern systems and what specific problems they present, it’s important to understand the basic fundamentals associated with these systems.
Most of our modern heating equipment in some way or another involves electronics; along with the use of electronics is the use of flame rectification as a safety and flame-proving system. It doesn’t matter if it is a forced warm air furnace or a forced hot water boiler; the same basic system is used to perform safe ignition, and then consistent operation, throughout the entire call for heat.
There are, however, different ways it is applied—from intermittent pilot application to direct spark ignition and including hot surface ignition. Each system has its own distinct advantages and problems. Next in this series of resolving burner issues related to these systems, we offer corrections and diagnostics. It can be easy to jump to conclusions and change parts until you hopefully solve the problem. That is, however, time-consuming and costly.
I invite you to visit our Facebook page, Timmie’s Tips On Gas, I look forward to seeing you there.
We are starting a new series titled Advanced Controls for Gas Heating. In future columns, we will break down and examine individual controls, leading up to universal replacement controls—one control that replaces many others, making servicing these systems much easier, as well as simplifying truck stock.
Electronic Furnace & Boiler Controls
I have observed the gas industry since I began working in the 1960s until the present day and we have come a long way. Gas company technicians back then were using test lights instead of meters and there were no electronics to speak of. My background was in electronics in the Navy, and I owned my own multimeter and was quite capable of using it correctly to diagnose and troubleshoot the rather simple gas system circuits.
The slow addition of electronics into gas systems has surely taken off today. There are currently numerous systems, using rather sophisticated electronic controls, to operate many of the required functions. Almost everything in homes today uses some kind of microprocessor control. The mandates for efficiency have driven the plumbing, heating and HVAC industry into the electronic age. While we could probably still do some of the things we do with electromechanical controls, it would be with great difficulty. These functions are much easier with microprocessor-type controls.
Let’s discuss electronic controls used on furnaces and boilers. On the furnace side, we have Electronic Fan Timers and Integrated Furnace Controls. On the boiler side, we have multi-zone panels and (to be covered in a future column) Integrated Boiler Controls.
The traditional fan-limit control for warm air furnace:
• Has both functions combined into one device (L4064)
• Is difficult to apply in horizontal and counterflow furnaces, and especially in multipoise furnaces.
Ø Location for the fan control won’t work for the limit and vice versa
Ø Two separate controls cost too much
• Even though it perhaps has made controlling duct temperatures easier, due to its ability to be adjusted for ON–OFF temperature, it was just not adaptable to modern furnaces.
• Time assist fan-limit control (L4064T, E)
Ø Fan turns on after 90 seconds whether the sensor feels heat or not
Ø Limit control works as usual
Time-only fan control:
• The solution is to abandon temperature altogether as the basis for switching the fan and go to time only
• Bimetal timers have been available for a long time to do this job.
Ø S876 is still in the Honeywell product line and is a good solution to fan switching problems
Ø There are still Carrier/Bryant/Day Night Payne furnaces that use a bimetal control
Electronic fan control:
• The ability to design and build reliable electronic fan controls made a substantial change in the appearance of warm air furnaces:
Ø Electronic, and later digital, controls resulted in very precise fan-on and fan-off timing. We could have exactly the right timing for each furnace design. On delays and off delays could be specified exactly.
Ø Application became much easier because the issue of locating the fan sensor was completely gone.
Ø By switching the fan at exactly the right time, there are some small, but measurable, improvements in efficiency.
Ø Because of the increased efficiencies, the protection of the heat exchanger due to thermal stress was also a factor in precise timing, in particular the fan-on times.
Electronic Fan Timers
Electronic fan timers have been around for a while. The ST9101 is used on some standing pilot furnaces and the ST9103 is used on oil furnaces. The ST9103 integrates control of burner and circulating fan operation in an oil furnace. The ST9101A; ST9120A-C, G; and ST9141A integrate control of the combustion blower and circulating fan operation in warm air gas furnaces.
The use of twinning on warm air systems today is also addressed by twinning features on these controls. It is important to realize that these controls are configured for application to specific appliance models. They are intended for direct replacement of OEM installed controls only; as noted in Figure 3 below (do not attempt to apply these controls except as direct replacement for specific Honeywell models noted).
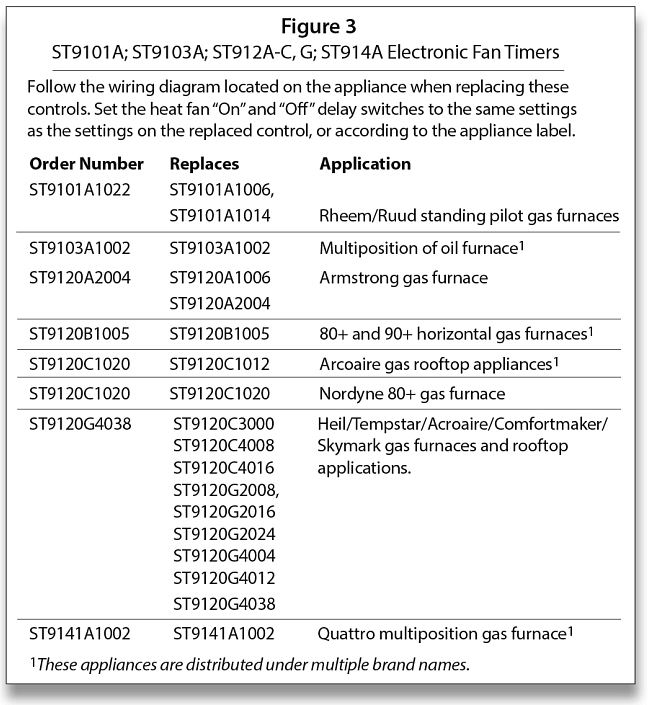
Later in this series, we will address the use of universal replacement controls on both the ST9120U-1003 and the newest version, the ST9120U-1011. As the systems grow older, the development of universal replacement controls makes the service techs’ job a lot easier.
Figure 3 shows the controls and the particular original equipment manufacturer (OEM) that used them. As we address universal replacement controls in future columns, you will see that many of these are replaceable by a universal application. ICM
Part 14, from the Sep/Oct 2023 Indoor Comfort.
Parts 1 & 2, from the Jul/Aug and Sep/Oct 2021 Indoor Comfort can be found here.
Part 3, from the Nov/Dec 2021 Indoor Comfort can be found here.
Part 4, from the Jan/Feb 2022 Indoor Comfort can be found here.
Part 5, from the Mar/Apr 2022 Indoor Comfort can be found here.
Part 6, from the May/Jun 2022 Indoor Comfort can be found here.
Part 7, from the Jul/Aug 2022 Indoor Comfort can be found here.
Part 8, from the Sep/Oct 2022 Indoor Comfort can be found here.
Part 9, from the Nov/Dec 2022 Indoor Comfort can be found here.
Part 10, from the Jan/Feb 2023 Indoor Comfort can be found here.
Part 11, from the Mar/Apr 2023 Indoor Comfort can be found here.
As we look at modern systems and what specific problems they present, it’s important to understand the basic fundamentals associated with these systems.
Most of our modern heating equipment in some way or another involves electronics; along with the use of electronics is the use of flame rectification as a safety and flame-proving system. It doesn’t matter if it is a forced warm air furnace or a forced hot water boiler; the same basic system is used to perform safe ignition, and then consistent operation, throughout the entire call for heat.
There are, however, different ways it is applied—from intermittent pilot application to direct spark ignition and including hot surface ignition. Each system has its own distinct advantages and problems. Next in this series of resolving burner issues related to these systems, we offer corrections and diagnostics to help solve those problems.
We will start with the basics and go into operation, typical problems, diagnosis, troubleshooting procedures and a final solution to a particular problem. It can be easy to jump to conclusions and change parts until you hopefully solve the problem. That is, however, time-consuming and costly.
I invite you to visit our Facebook page, Timmie’s Tips On Gas, I look forward to seeing you there.
We are presently doing a series on Honeywell Smart Valve and will continue to cover Smart Valve Generation III, with step-by-step troubleshooting of these controls.
Gas Valve/Induced Draft Fan/Pressure Switches
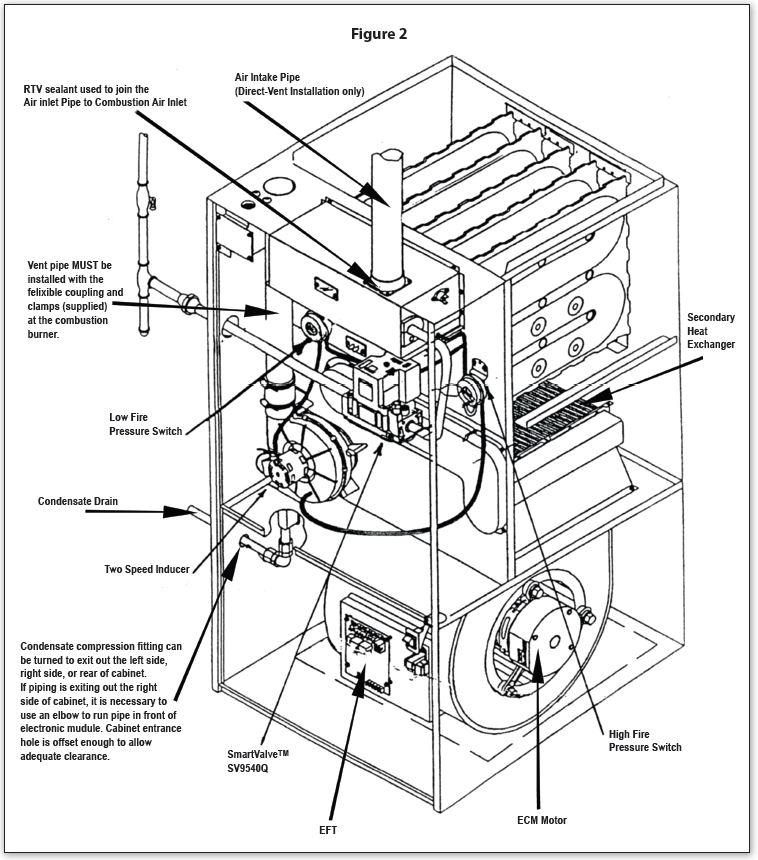
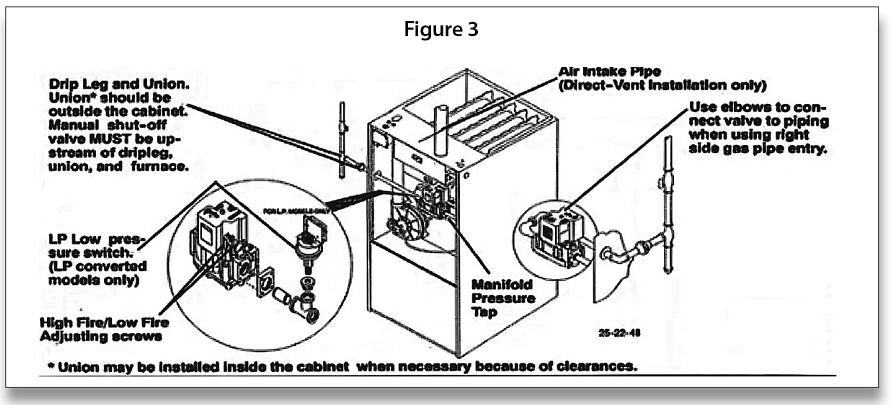
The Gas Valve is connected to the combustion chamber through a series of tubing connections, which include the Induced Draft Fan, the Low Fire Pressure Switch and the High Fire Pressure Switch.
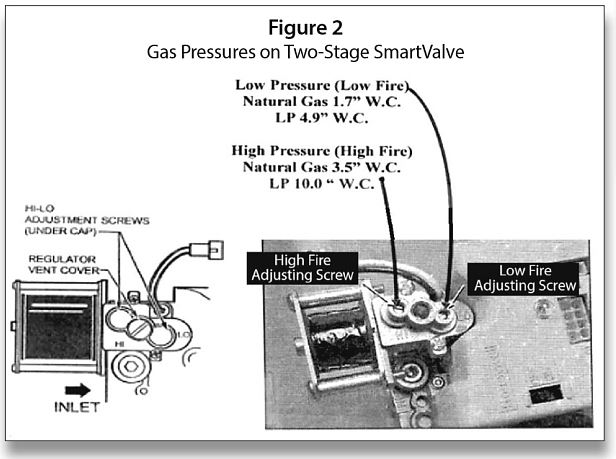
The gas valve has a knurled fitting at what would be the normal regulator vent to atmosphere. The knurled fitting is for the tubing to fit over; the valve is then connected to the combustion chamber so that the valve senses, not room pressure, but combustion chamber pressure. The two pressure switches are set up to be differential switches, which must sense a certain differential pressure in order for them to close. The differential pressure for the Low Fire Switch is .58″ W.C. and the High Fire Switch is 1.38″ W.C.
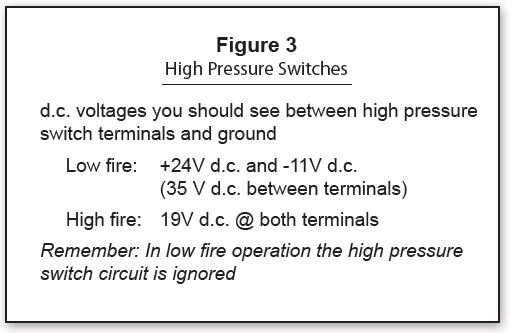
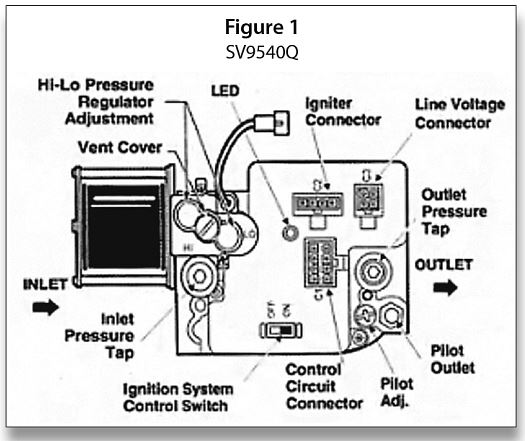
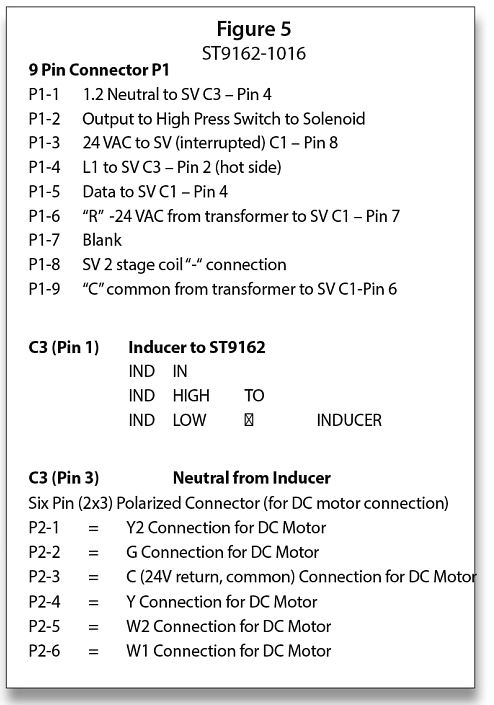
Looking at the diagram shown in Figure 1, when the initial W1 call for heat takes place, the SmartValve sends 120 VAC from P1-4 to C3-2 then from C3-1 on the Inducer In to Ind In on the EFT. Then 120 VAC is sent from Ind High on the EFT to the inducer, which comes up to high speed. This creates sufficient differential pressure to cause both Low Fire and High Fire pressure switches to close. The High Fire pressure switch will then pass DC voltage to the two-stage (black) solenoid, which will cause it to increase the gas pressure in order to reach High Fire setting. The complete tubing connection set-up is shown in Figure 1. The DC voltages expected are illustrated in Figure 3.
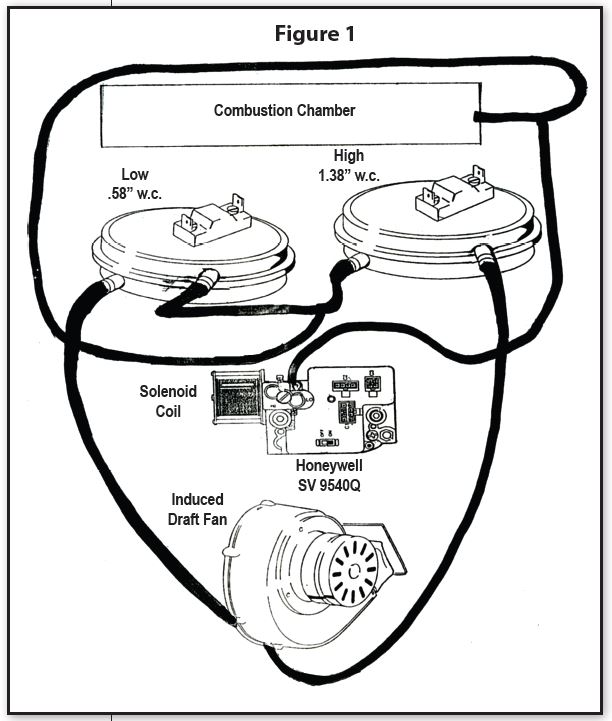
Figure 1 also shows the wiring diagram for this system. Prior to the main burner turning on, a three-second pre-purge will occur; then the igniter will light the pilot and the flame will be proved from the sensor. If the microamp signal is 1.5 microamps or greater, then the valve will be energized through the limit switch, rollout switch and low-pressure switch. The burner will turn on at High Fire setting and run until the delay is satisfied; the system will then shut down the DC signal to the solenoid and the system will go to Low Fire. The inducer will be running at low speed and the DATA signal from the SmartValve will be sent to the ST9162 EFT board and the fan [on delay] will start. In 30 seconds, the system fan will come on at low speed and the burner will be at Low Fire. If there is a subsequent “R” to “W2” High Fire call, then the DC signal will be sent to the two-stage solenoid due to the ST9162 sending a 120 VAC signal from the board to the inducer. Additionally, it will go up to high speed closing the high pressure switch. The system fan will then also go to high speed.
When the thermostat is satisfied, the power to the inducer will be shut down after a five-second post-purge. Timed from the gas valve de-energizing, the low heat fan speed de-energizes after the selected heat fan delay “off” time expires.
Figure 2 show various components and their location on the furnace. The condensing principle is accomplished by causing the water (vapor-laden) products of combustion to be drawn into the secondary heat exchanger by the inducer fan. This will, with the blower blowing across the heat exchanger, cause the vapor to condense; the latent heat will be drawn from it and then the air flow will continue to pass through the primary heat exchanger, picking up even more heat. The condensate is then dumped out of the condensate drain typically either into a neutralizer, a condensate pump or a combination of both. The electronically commutated motor (ECM) allows for variable speeds to control the cubic feet per minute (CFM) flow in order to cut down on the possibility of blowing cold air. The ECM motor is controlled by signals from the EFT board. Figure 2 further shows the location of the high and low-pressure switches, along with the two-speed inducer.
This system uses a DC blower called GE ECM motor. There will be a separate column on ECM motors, so we will be brief in our discussion here. This is not a regular 120 VAC motor that many may be familiar with, so special instructions are necessary in order to properly diagnose problems within this system.
The Modulating Furnace ECM Blower Motor
Motor Operation
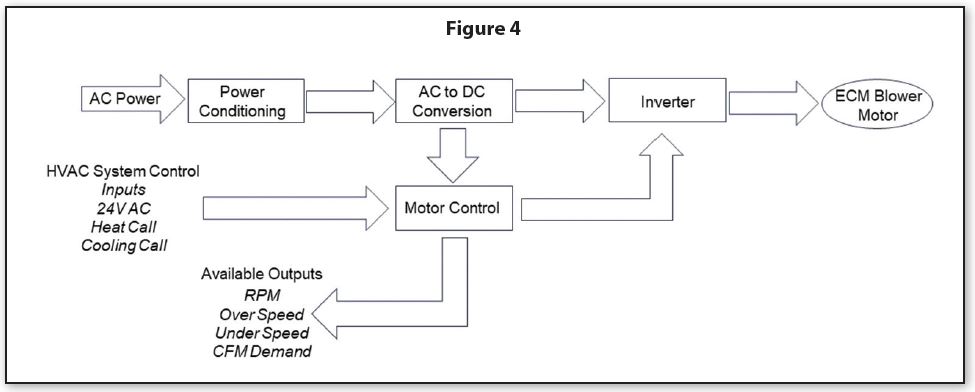
The modulating furnace uses the GE ECM motor. The motor is a DC motor. Line voltage AC power is converted to DC by an inverter inside the motor electronics control. DC voltage powers the motor stator; therefore, it is a synchronous motor. Since it is a brushless motor, there are no brushes to wear out and it makes minimal noise.
The rotor uses a permanent magnet. This eliminates almost all rotor losses found on permanent split capacitor (PSC) induction motors. In fact, the magnetic pull can be felt when spinning the rotor by hand.
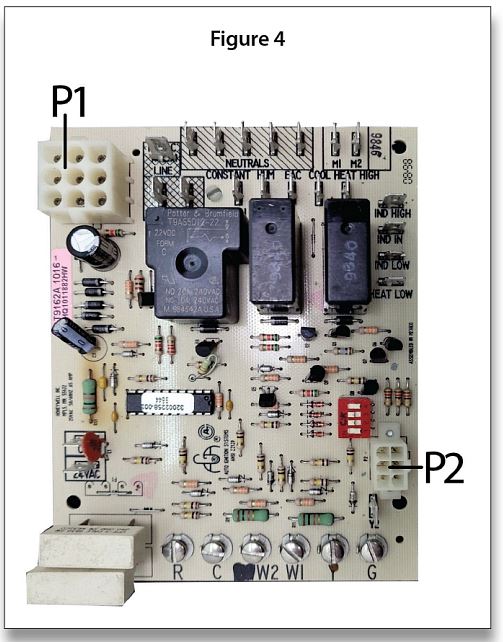
The motor has two inputs. One is 120-volt line power. This motor must be powered continuously with line voltage. It also has a 24-volt power input. Figure 4 shows how power flows to the ECM motor electronics, how that power flows to the blower motor and how the motor electronics send a signal back to the integrated furnace control board.
The airflow through the duct work is varied to meet the load demand. Airflow as low as 300 CFM can be achieved by the response of the brushless permanent magnet variable speed blower motor.
The ECM motor is wired from the 120 VAC source and the feed from the six-pin connector on the ST9162 EFT. Dual in-line package (DIP) switches must be set up at the time of installation. DIP switch settings will be covered in a future column.
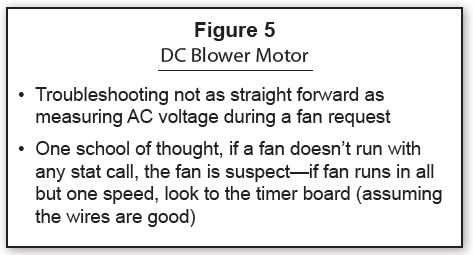
One of the things to consider when diagnosing problems with the ECM motor is that, if the fan does not run on any thermostat call, then the fan is suspect. On the other hand, if the fan runs on all but one speed, then one would suspect the timer board. A quick test to see if the fan will run is to pull a wire off of one of the limits; this should cause the fan to turn “on” (see Figure 5).
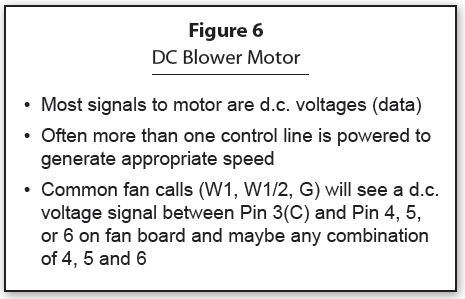
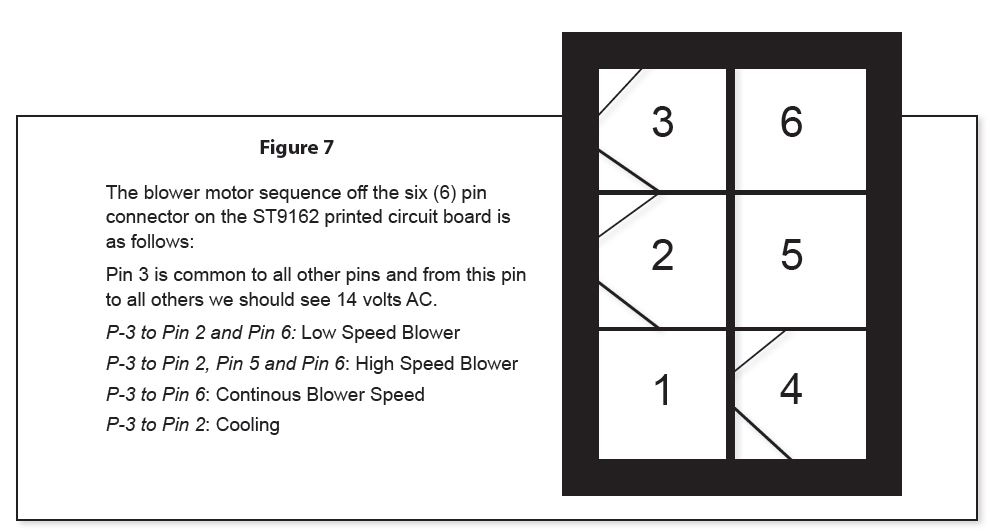
The six-pin connector from the EFT board can be checked for proper voltage (Figure 6). The tests are done as AC tests, looking for around 14 VAC. The #3 pin is the Common Pin; Figure 7 shows the Common Pin relationships for various applications. ICM
Part 13, from the Jul/Aug 2023 Indoor Comfort.
Parts 1 & 2, from the Jul/Aug and Sep/Oct 2021 Indoor Comfort can be found here.
Part 3, from the Nov/Dec 2021 Indoor Comfort can be found here.
Part 4, from the Jan/Feb 2022 Indoor Comfort can be found here.
Part 5, from the Mar/Apr 2022 Indoor Comfort can be found here.
Part 6, from the May/Jun 2022 Indoor Comfort can be found here.
Part 7, from the Jul/Aug 2022 Indoor Comfort can be found here.
Part 8, from the Sep/Oct 2022 Indoor Comfort can be found here.
Part 9, from the Nov/Dec 2022 Indoor Comfort can be found here.
Part 10, from the Jan/Feb 2023 Indoor Comfort can be found here.
Part 11, from the Mar/Apr 2023 Indoor Comfort can be found here.
Parts 1 & 2, from the Jul/Aug and Sep/Oct 2021 Indoor Comfort can be found here.
Part 3, from the Nov/Dec 2021 Indoor Comfort can be found here.
Part 4, from the Jan/Feb 2022 Indoor Comfort can be found here.
Part 5, from the Mar/Apr 2022 Indoor Comfort can be found here.
Part 6, from the May/Jun 2022 Indoor Comfort can be found here.
Part 7, from the Jul/Aug 2022 Indoor Comfort can be found here.
Part 8, from the Sep/Oct 2022 Indoor Comfort can be found here.
Part 9, from the Nov/Dec 2022 Indoor Comfort can be found here.
Part 10, from the Jan/Feb 2023 Indoor Comfort can be found here.
Part 11, from the Mar/Apr 2023 Indoor Comfort can be found here.
As we look at modern systems and what specific problems they present, it’s important to understand the basic fundamentals associated with these systems.
Most of our modern heating equipment in some way or another involves electronics; along with the use of electronics is the use of flame rectification as a safety and flame-proving system. It doesn’t matter if it is a forced warm air furnace or a forced hot water boiler; the same basic system is used to perform safe ignition, and then consistent operation, throughout the entire call for heat.
There are, however, different ways it is applied, from intermittent pilot application to direct spark ignition and including hot surface ignition. Each system has its own distinct advantages and problems. Next in this series of resolving burner issues related to these systems, we offer corrections and diagnostics to help solve those problems.
We will start with the basics and go into operation, typical problems, diagnosis, troubleshooting procedures and a final solution to your particular problem. It can be easy to jump to conclusions and change parts until you hopefully solve the problem. That is, however, time-consuming and costly.
I invite you to visit our Facebook page, Timmie’s Tips On Gas, I look forward to seeing you there.
We are presently doing a series on Honeywell Smart Valve. Picking up where we left off in the last column, we will continue to cover Smart Valve Generation III, walking you through step-by-step troubleshooting with these controls. This article will need to be in perhaps two or three parts in order to illustrate the characteristics of this two-stage system and make them understood.
SV9540Q/ST9162 SmartValve Two Stage Heating
The system featured is the SmartValve™ using the SV9540Q two stage gas valve, used on Comfortmaker® furnace models NTVM/VNK. This series furnace is from International Comfort Products Corp. of Lewisburg, TN, and is now perhaps an older system but is still applicable for your education on these systems.
This instruction is not designed to be an installation or service manual for this furnace; rather, the purpose is to show the operation of a two-stage system. The troubleshooting of this system is also included and the features of this furnace will be presented to help provide an understanding of the two-stage system.
Unlike single-stage furnaces that deliver heat unevenly, this variable speed, two-stage gas furnace provides consistent heat and overall comfort. The difference is that the two-stage system produces heat for normal temperatures most of the time, automatically ramping up to higher heat production as needed. Unlike the single-stage, which heats fast and shuts down fast because it’s set for the coldest extremes, this system keeps the home warm without those annoying hot and cold spots.
The furnace is remarkably quiet, thanks to its variable speed circulation blower. It runs quietly in the slower speed, and gently—quietly—increases to the higher speed, as more heat is needed. You can even run the variable speed blower continuously at the lower speed to improve air quality around the clock. Pre-wiring also allows for addition of electronic air filters and humidification.

This 90+ system takes fuel efficiency to its highest level. The variable speed blower also adds an efficiency boost, cutting electrical costs up to 75% compared to standard blowers. This ECM DC voltage motor operates at 500 watts, at ½ speed 90 watts (economy).
Furnace Basics
The thermostat calls for heat and the gas valve is energized by the control system. The burners ignite and the induced draft fan draws the flame into and through the sealed primary heat exchanger. Then, the hot flue gases are pulled from the primary heat exchanger into the secondary heat exchanger, increasing efficiency. The variable speed blower moves another stream of air over the outside of both heat exchangers and brings the warm air into the home. The combustion products are safely vented outside.
This furnace features:
• Two-stage redundant gas valve
• Two-speed induced combustion fan
• Variable speed circulation blower motor
The Honeywell SV9541Q is a two-stage valve, which combines gas flow control and electronic intermittent pilot sequencing functions into a single unit. The Q3450 or 03480 Pilot hardware supplies the low voltage igniter, flame sensor and pilot burner. These ignition system controls provide all gas ignition safety functions by controlling gas flow, ignition source, and a 120 VAC or 240 VAC combustion air blower. The controls also monitor the appliance airflow proving switch and limit string to assure proper appliance operation, and provide pre-purge, post-purge and timed trial for pilot ignition with 100% shutoff and continuous retry. A diagnostic LED indicates system status.
Sequence of Operation
This system is unique as a two-stage system in that it starts on high fire and then, if there is no actual high fire call, it will go to low fire. This allows the development of some Delta “T” to develop in the plenum and duct system (as this is a condensing furnace, it also allows some development of flue gas vaporization). Figure 1 illustrates the sequence as outlined step-by-step below with a bar graph.
(A more specific application to the ComfortMaker Furnace will be illustrated in the next issue).
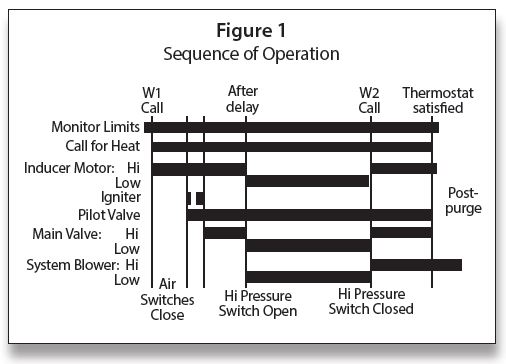
The sequence of operation is as follows:
• Thermostat call—W1
• Combustion air blower—high speed
• Air proving switches
• Pilot flame lit and proved
• Main burner—high fire
• After delay—low speed combustion blower and low fire
• Fan timer
• Circulating fan—low speed
• Thermostat call—W1/W2
• Combustion air blower—high speed
• Air proving switches
• Main burner—high fire
• Circulating fan—high speed
Controls & Accessories
Thermostat
The two-stage furnace control will operate with a two stage-heating thermostat and will provide two-stage heating operation. For two-stage thermostat installations, the R, W1 and W2 wires from the thermostat connect to the R, W1 and W2 connections on the furnace control as shown in Figure 2. During operation, the furnace will shift from low fire to high fire as requested by the thermostat. The thermostat heat anticipators should be adjusted to a .10 setting.
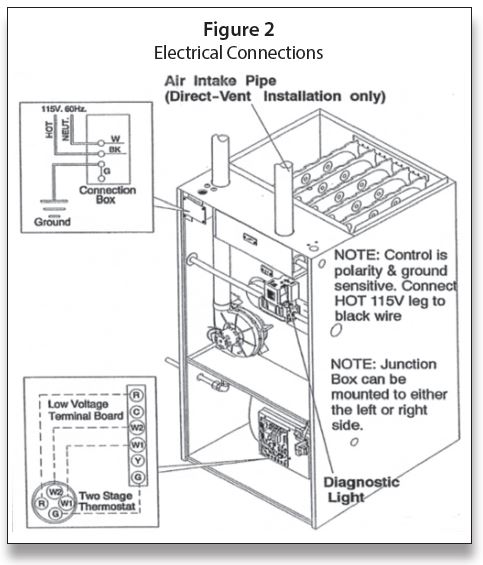
Line voltage connection is also shown in Figure 2; it is important to follow correct polarity, as electronic controls may not function correctly with reverse polarity.
Low voltage connections to furnace must be made on terminal board to fan control.
Optional Equipment
All wiring from furnace to optional equipment must conform to local codes or, in the absence of local codes, the applicable national codes. Install wiring in accordance with manufacturer’s instructions.
Humidifier/Electronic Air Cleaner
The furnace is wired for 120 VAC humidifier and/or electronic air cleaner connection.
The fan control is wired for 24 VAC normally open (N/O) dehumidistat connection. Connect dehumidistat to the Y terminal and the ¼” male quick connect Y2 terminal on the fan control (scan the QR code at left to see the complete Furnace Wiring Diagram). A 20% reduction of cooling airflow will occur when the Y2 dehumidistat terminal is energized during a call for cooling from the thermostat.
Fan Control
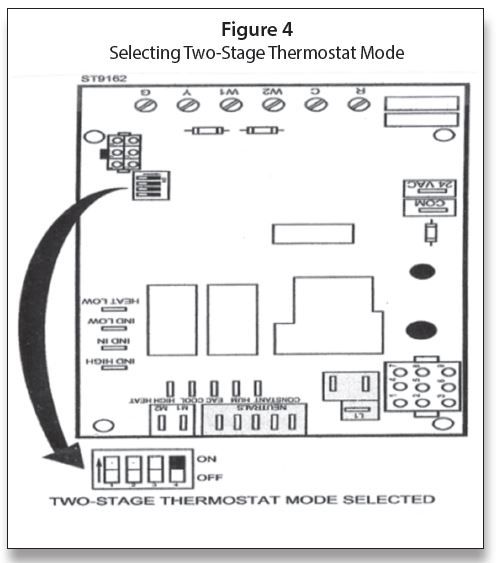
The fan control is preset at the factory with an adjustable blower On delay of 30 seconds in the heating mode. The blower Off timing is preset at 140 seconds. If desired, the fan On delay and Off delay can be reset (See Figure 3 and Figure 4 for location of dip switches) to obtain the longest delay times while still maintaining comfort levels (scan QR code at left for Furnace Wiring Diagram).
NOTE: To achieve maximum efficiency, it is recommended that the fan control be set to turn on at 30 seconds after the burners light.
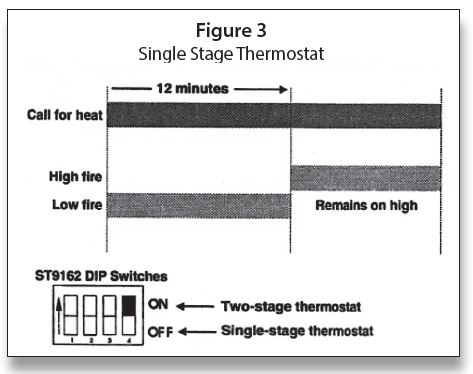
The ST9162 can be used as a two-stage or single-stage. When the choice is made, the dip switches on the EFT must be set as shown in Figure 3.
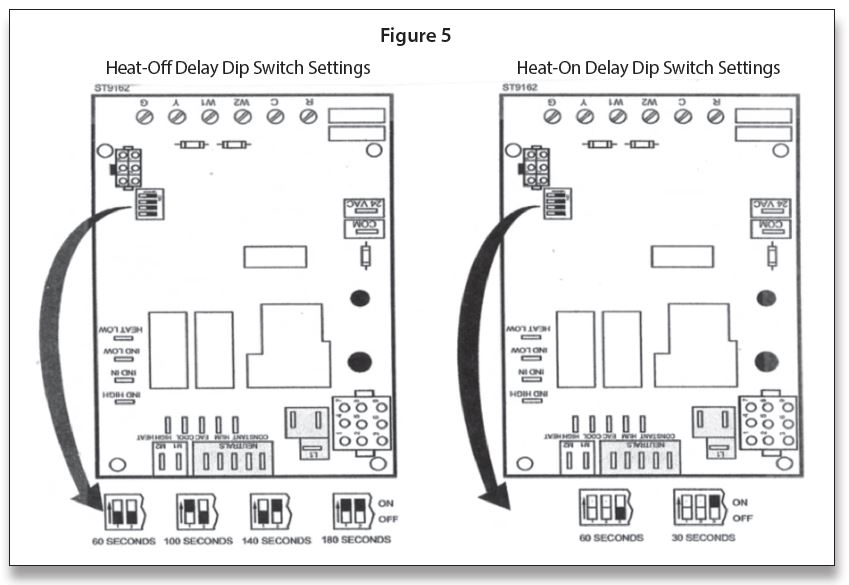
The dip switch settings for Heat-On and Heat-Off delay are shown in Figure 5.
In the next issue, we will pick up with SmartValve Two Stage with Comfortmaker Sequence of Operation. ICM
Parts 1 & 2, from the Jul/Aug and Sep/Oct 2021 Indoor Comfort can be found here.
Part 3, from the Nov/Dec 2021 Indoor Comfort can be found here.
Part 4, from the Jan/Feb 2022 Indoor Comfort can be found here.
Part 5, from the Mar/Apr 2022 Indoor Comfort can be found here.
Part 6, from the May/Jun 2022 Indoor Comfort can be found here.
Part 7, from the Jul/Aug 2022 Indoor Comfort can be found here.
Part 8, from the Sep/Oct 2022 Indoor Comfort can be found here.
Part 9, from the Nov/Dec 2022 Indoor Comfort can be found here.
Part 10, from the Jan/Feb 2023 Indoor Comfort can be found here.
As we look at modern systems and what specific problems they present, it’s important to understand the basic fundamentals associated with these systems.
Most of our modern heating equipment in some way or another involves electronics; along with the use of electronics is the use of flame rectification as a safety and flame-proving system. It doesn’t matter if it is a forced warm air furnace or a forced hot water boiler; the same basic system is used to perform safe ignition, and then consistent operation, throughout the entire call for heat.
There are, however, different ways it is applied, from intermittent pilot application to direct spark ignition and including hot surface ignition. Each system has its own distinct advantages and problems. Next in this series of resolving burner issues related to these systems, we will give you corrections and diagnostics to help solve those problems.
We will start with the basics and go into operation, typical problems, diagnosis, troubleshooting procedures and a final solution to your particular problem. It can be easy to jump to conclusions and change parts until you hopefully solve the problem with these systems. That is, however, time-consuming and costly.
I invite you to visit our new Facebook page, Timmie’s Tips On Gas. I look forward to seeing you there.
We are presently doing a series on Honeywell Smart Valve. Picking up where we left off in the last column, we will continue to cover Smart Valve Generation III, walking you through step-by-step troubleshooting with these controls.
Application
The SV9440, SV9540, and SV9640 SmartValve™
System Controls combine gas flow control and electronic intermittent pilot sequencing functions into a single unit. The Q3450 or Q3480 Pilot hardware supplies the low-voltage igniter, flame sensor and pilot burner much the same as Generation I and II. These ignition system controls provide all gas ignition safety functions by controlling gas flow, ignition source and 120 VAC or 240 VAC combustion air blowers. The controls also monitor the appliance airflow proving switch and limit string to assure proper appliance operation and provide pre-purge, post-purge and timed trial for pilot ignition with 100% shutoff and continuous retry. A diagnostic LED indicates system status.
These controls communicate directly with an electronic fan timer (ST9160 Electronic Fan Timer for single stage applications; ST9162 Electronic Fan Timer for two-stage applications) in typical forced warm air furnace applications. They also interface with the 208907 Terminal Board, providing compatibility with power-stealing thermostats or they directly interface with the appropriate power supplies and a system thermostat for additional appliance applications. When controlled directly by a thermostat, these controls do not provide a post-purge function because power to the control is removed when the thermostat call for heat ends.
The SV9440, SV9540 and SV9640 Systems are suitable for a wide range of fan-assisted combustion gas-fired appliances including furnaces, rooftop furnaces, boilers, unit heaters, infrared heaters, water heaters and commercial cooking appliances. The appliance manufacturer determines the specific application of the SmartValve System.
SmartValve System controls are available in a range of valve capacities. Scan this QR code to see:
Table 1: Valve capacity
Table 2: Gas capacity conversion factors
Table 3: Model number suffix designations (the suffix letter indicates temperature range and regulator type)
This is very similar in operation to Generation I and II using a pilot system. It has the 90-second trial for ignition with the five-minute shutdown before retry. Pre-purge time is 15 seconds; post-purge is 30 seconds (not available when SmartValve System Control is connected directly to the thermostat). Flame failure response time is 1.6 seconds at 2 μA.
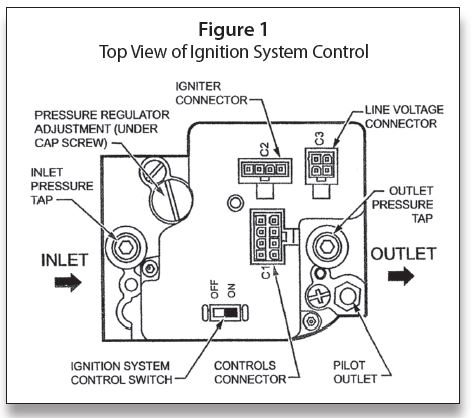
Figure 1 illustrates a top view of the valves; the only difference with this valve is that the igniter output C2 is 24 VAC. There is also 24 VAC interrupter fed to the C1-8 pin that was not used on the SV9510/9520 series SmartValves.
Wiring Diagrams
As we look at Figure 2 with a forced warm air furnace, the wiring is very similar to wiring on the SV9510/9520 series SmartValve. The exceptions are the 24 VAC C2 igniter hook-up on the SmartValve and the use of C1-8 to P1-5 for 24 VAC interrupted 24 volts. The sequence of operation is the same as using the S9160 Electronic Fan Timer as shown in Figure 2.
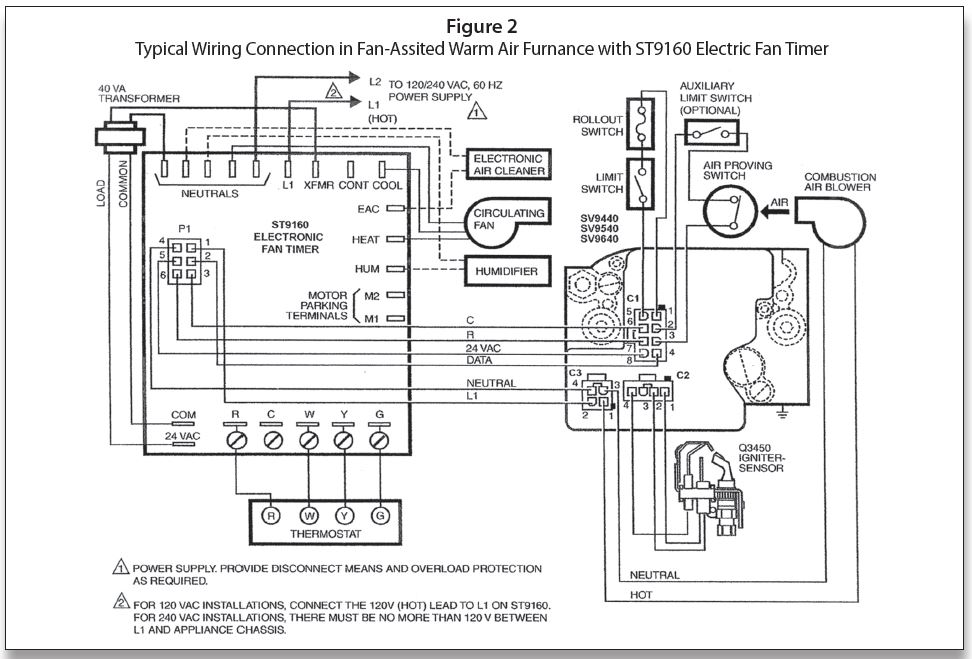
Figure 3 shows SmartValve 9440/9540/9640 used with Honeywell R8285D Boiler Control Center. Once again, this is very similar in operation to the SV9510/9520 Series of SmartValve. The difference is 24 VAC being fed direct from the “R” terminal on the R8285D to C1-8 on the SmartValve. The R/DATA connection is the interrupted 24 volts as the 120 VAC is fed from the junction box direct to C3-2/C3-4. The rest of the sequence is similar to Figure 3.
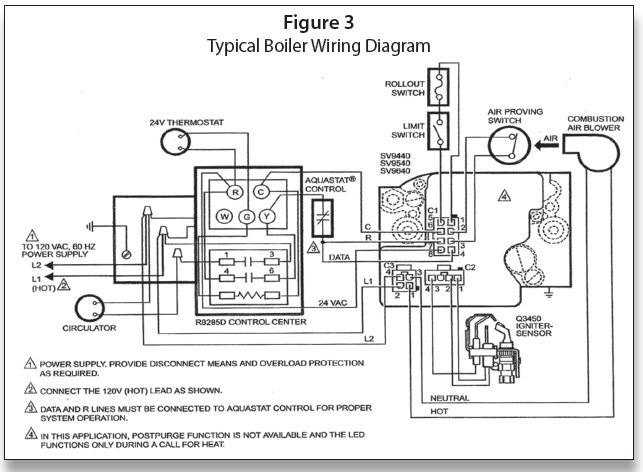
Figure 4 shows a direct connection from the thermostat to SmartValve. This wiring setup could be used with a steam system by wiring the LWCO and Pressuretrol in place of the limit switch. The 120 VAC is fed direct to C3-2/C3-4 from the junction box. The 24 VAC is fed direct from the transformer to C1-8. The R/DATA/W is the interrupted circuit.
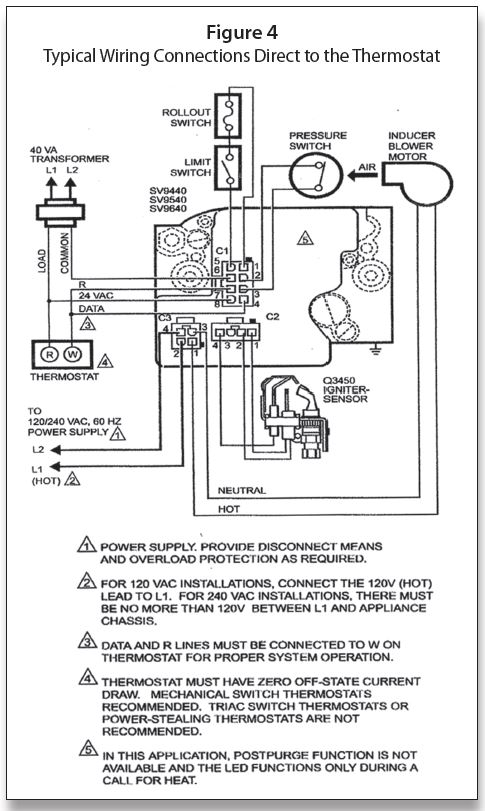
Figure 5 shows the SV9440/9540/9640 with the 208907 terminal board that allows compatibility with power stealing thermostats.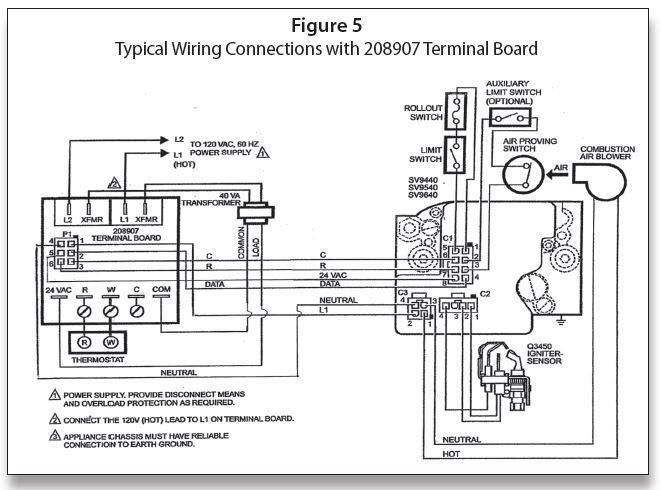
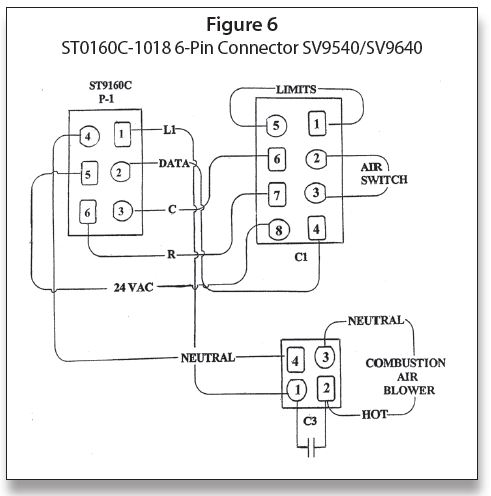
Figure 6 shows the various pin locations and the shape of the pins on both the EFT and the SmartValve.
Scan this QR code to see Figure 7, which is the sequence of operation for the ST9160 EFT or 208907 terminal boards. These boards are used with the SV9541 and SV9641 SmartValve™. When troubleshooting, make note of the igniter turning off after 30 seconds into the 90-second trail for ignition, and remaining off for approximately 25 seconds. It then should come back on for the final 30 seconds of the 90-second trail. The pilot valve is energized during the entire trail for ignition. If the system fails to light after the 90-second trial for ignition, it will go into a five-minute delay and then retry for another 90-second trial. This process will continue until the system finally lights and the main burner is on.

Scan this QR code to read more about troubleshooting with LED indicator assistance for ignition controls using ST9160 fan timer or 208907 terminal board. ICM
Parts 1 & 2, from the Jul/Aug and Sep/Oct 2021 Indoor Comfort can be found here.
Part 3, from the Nov/Dec 2021 Indoor Comfort can be found here.
Part 4, from the Jan/Feb 2022 Indoor Comfort can be found here.
Part 5, from the Mar/Apr 2022 Indoor Comfort can be found here.
Part 6, from the May/Jun 2022 Indoor Comfort can be found here.
Part 7, from the Jul/Aug 2022 Indoor Comfort can be found here.
Part 8, from the Sep/Oct 2022 Indoor Comfort can be found here.
Part 9, from the Nov/Dec 2022 Indoor Comfort can be found here.
As we look into some more modern systems and what specific problems they present, it is important to understand the basic fundamentals associated with these systems. Most of our modern heating equipment in some way or another involves electronics and the use of flame rectification as a safety and flame-proving system.
It doesn’t matter if it is a forced warm air furnace or a forced hot water boiler—the same basic system is used to perform safe ignition followed by consistent operation throughout the entire call for heat.
There are, however, different ways the system is applied from intermittent pilot application to direct spark ignition and including hot surface ignition (HSI). Each has its own distinct advantages and problems. We’ll now attempt to resolve those burner problems related to these systems, as well as offer corrections and diagnostics.
We will start with the basics and then continue to operation, typical problems, diagnosis, troubleshooting procedures and a final solution to a particular problem. It’s easy to jump to conclusions with these systems and just change parts to hopefully solve a problem. That is, however, time-consuming and costly.
I invite you to visit our new Facebook page Timmie’s Tips on Gas. I look forward to seeing you there.
We are presently doing a series on Honeywell SmartValve; in this article we will cover SmartValve Third Generation and walk you through the step-by-step process of operation with these controls.
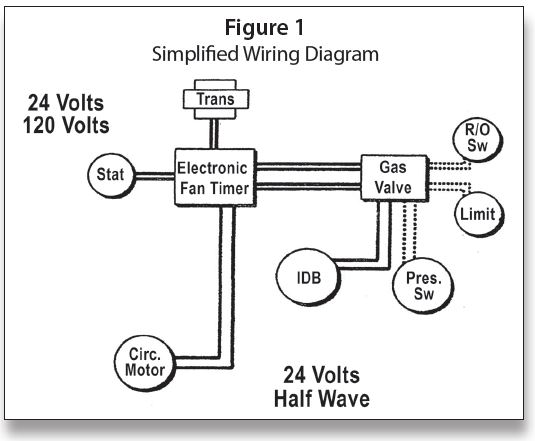
Something new has been added to be able to distinguish between controls and their functions. They are using different voltages and rectifications to carry DATA signals. This helps to define the difference electronically between limits and other controls in the system. This is illustrated in Figure 1: Simplified Wiring Diagram.
This is nothing to get concerned about, as a switch is either “open” or “closed” and the voltage readings are always this—across an open switch you will read “voltage” and across a closed switch you will read “zero.” To troubleshoot, as always, you can jump out switches.
Here are a few new things to keep in mind while troubleshooting:
• Air proving switch and limit string use 24 volt half wave rectified current
• Volt meter checks will give different readings
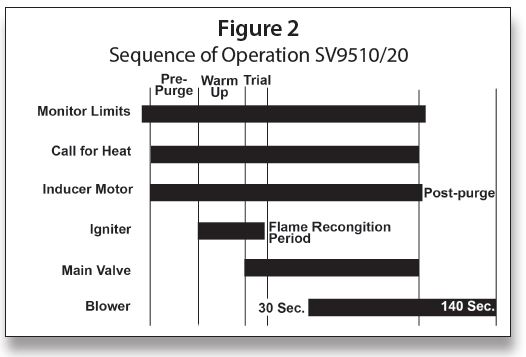
Figures 2 and 3 are from the November/December column. They are necessary in order to trace through the diagram.
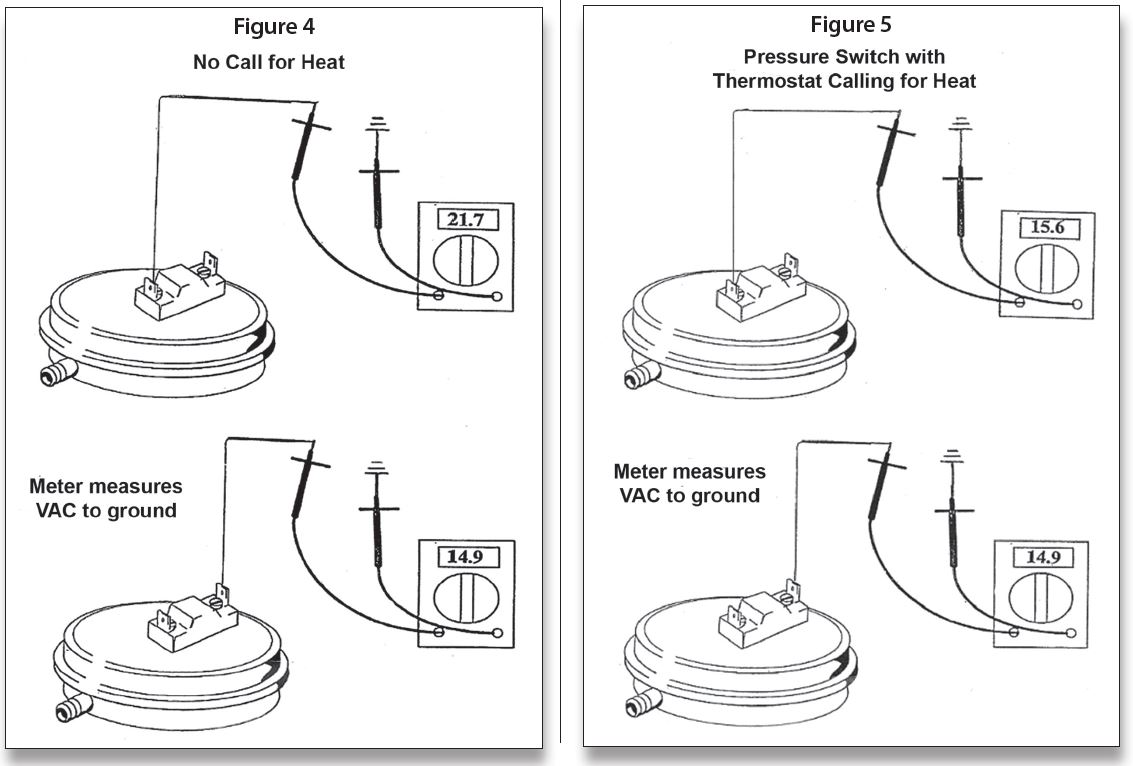
With no call for heat in Figure 4, the voltages shown were recorded. To be able to see the effect of operation on the pressure switch as to voltage readings, I simulated blocked pressure switch tubing in Figure 5; all that changed was the readings—in both cases it was an open pressure switch.
Be careful to wait for the prepurge and igniter warm up time when diagnosing problems. Depending on those times, it can be up to a minute before you will have burner ignition. These systems also have a very short trial for ignition. Be aware of the sequence of operation and watch for any deviations from the normal operation.
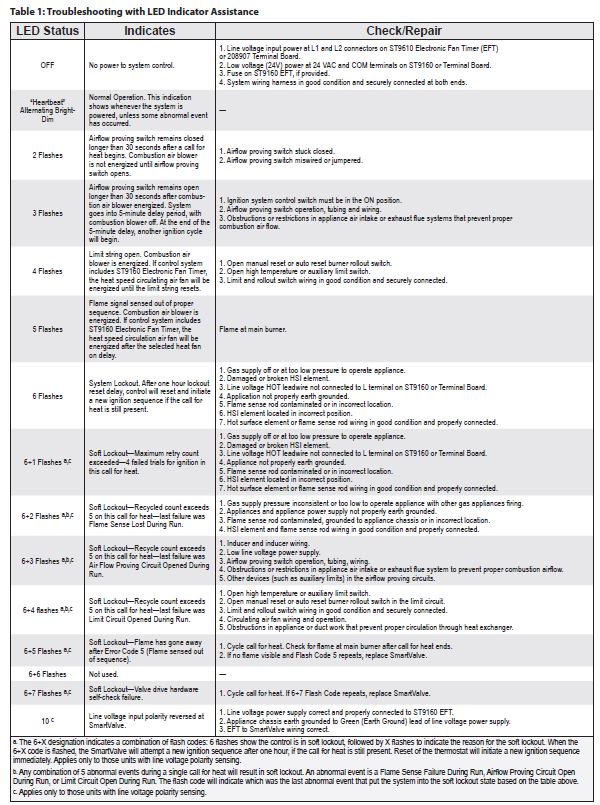
For a trouble diagnosis, refer to the specific LED code as outlined in Table 1: Troubleshooting with LED Indicator Assistance. Newer versions have the expanded 6 code diagnostics with the 10 flash indicating reverse polarity.
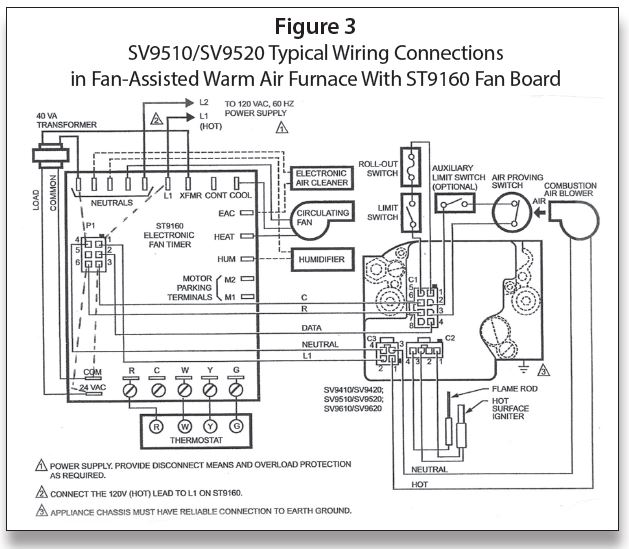
In addition to the codes and other diagnostics available, checks can be done with a multimeter. Using the diagram in Figure 3, the following checks should be made for Direct Spark Ignition (DSI) igniter troubleshooting:
• Wait for pre-purge and igniter warm-up
• Short trial for ignition
• Watch for any deviation from sequence of operation
Here are more in-depth directions for troubleshooting:
1. L1 to Neutral should have 120 VAC; L1 to ground should read 120 VAC; if not then polarity may be reversed.
2. XFMR (transformer) to Neutral should have 120 VAC.
3. COM – 24 VAC should have 24 volts AC.
4. With a call for heat from the thermostat or by jumping “R” to “W,” you should have 120 VAC at C3-1/C3-2 and the Combustion Air Blower should be running.
5. Accounting for the time for prepurge, you should have 120 VAC at C2-1/C2-3 and the igniter should be glowing and the Air Proving Switch should be closed.
6. Accounting for igniter warm-up time, there should be 24VAC at C1-7/C1-6 and the Smart Valve should be energized. If not, check the limit switch, roll out switch or air proving switch string for an open switch.
7. When the burner is up and running, you should have a DATA signal coming out of C1-4 and going into P1-2 on the EFT. After the fan delay time is satisfied, the Circulating Fan should be on—if not, check for 120 VAC from the HEAT terminal on the EFT; it should be set to Neutral. If you have power to the fan and it is not running, replace the fan.
Also keep in mind:
• Use troubleshooting table in spec sheet and LED
• Using both should lead you to the trouble
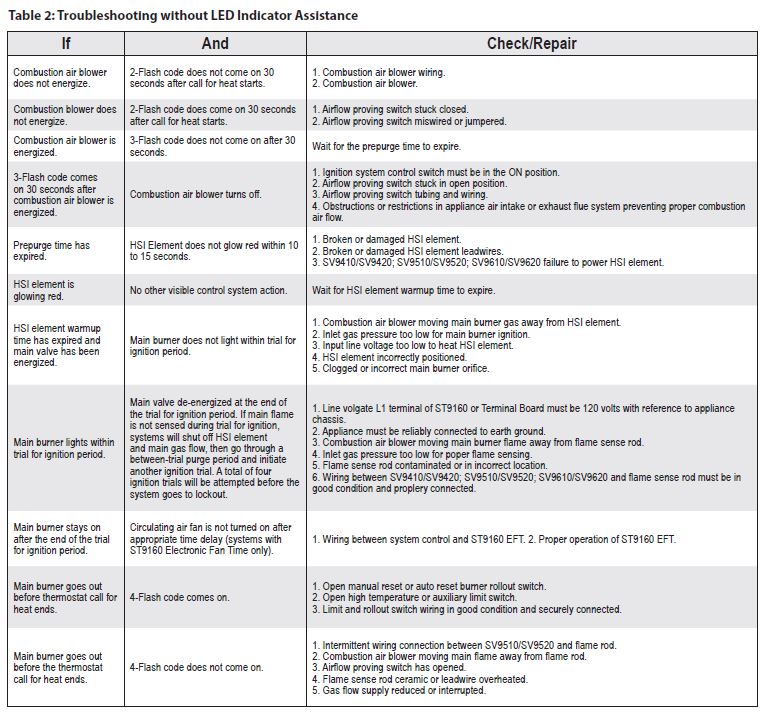
These LED codes are for the older version Smart-Valve, the newer ones have the extended code as shown in Table 1. There is also a procedure for troubleshooting without the codes just in case they are not working or the power was shut off before the technician arrived to fix the problem. It is illustrated in Table 2. ICM
Part 9, from the Nov/Dec 2022 Indoor Comfort
Parts 1 & 2, from the Jul/Aug and Sep/Oct 2021 Indoor Comfort can be found here.
Part 3, from the Nov/Dec 2021 Indoor Comfort can be found here.
Part 4, from the Jan/Feb 2022 Indoor Comfort can be found here.
Part 5, from the Mar/Apr 2022 Indoor Comfort can be found here.
Part 6, from the May/Jun 2022 Indoor Comfort can be found here.
Part 7, from the Jul/Aug 2022 Indoor Comfort can be found here.
Part 8, from the Sep/Oct 2022 Indoor Comfort can be found here.
As we look into some more modern systems and what specific problems they present, it is important to understand the basic fundamentals associated with these systems. Most of our modern heating equipment in some way or another involves electronics and the use of flame rectification as a safety and flame-proving system.
It doesn’t matter if it is a forced warm air furnace or a forced hot water boiler—the same basic system is used to perform safe ignition followed by consistent operation throughout the entire call for heat.
There are, however, different ways the system is applied from intermittent pilot application to direct spark ignition and including hot surface ignition (HSI). Each has its own distinct advantages and problems. We’ll now attempt to resolve those burner problems related to these systems, as well as offer corrections and diagnostics.
We will start with the basics and then continue to operation, typical problems, diagnosis, troubleshooting procedures and a final solution to a particular problem. It’s easy to jump to conclusions with these systems and just change parts to hopefully solve a problem. That is, however, time-consuming and costly.
I invite you to visit our new Facebook page. I look forward to seeing you there.
We are presently doing a series on Honeywell SmartValve; in this article, we will cover SmartValve Third Generation and walk you through the step-by-step process of operation with these controls.
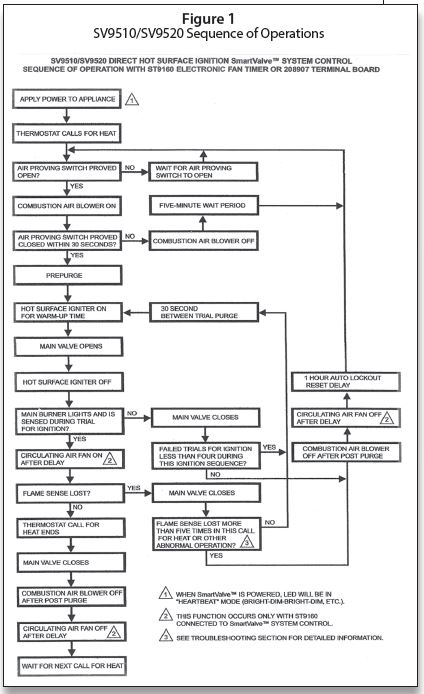
SV9510/SV9520 Sequence of Operation
Figure 1 is the sequence of operation for SV9510 and SV9520 SmartValve. The various diagrams featured in this article will show you the circuits involved.
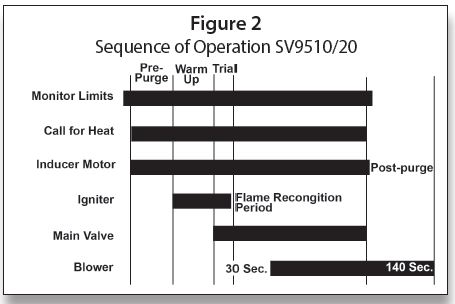
Referring to Figure 1 and Figure 2 for the Sequence of Operation and to Figure 3 for a diagram, let’s go through the Sequence of Operation.
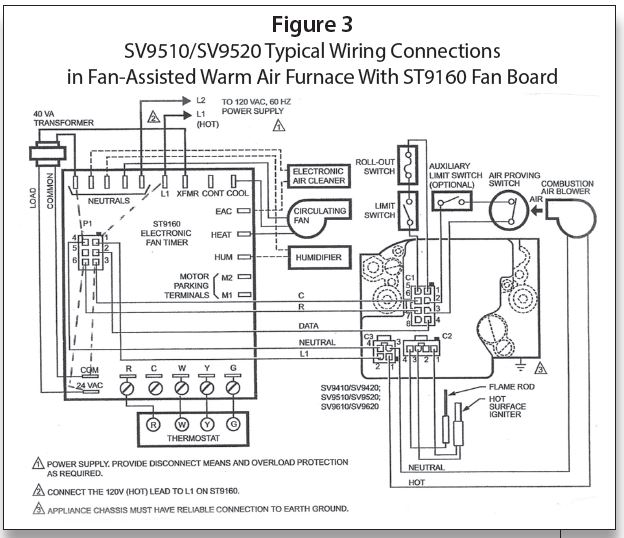
When power to both 120 VAC and 24 VAC is applied to the system, the LED on the SmartValve will be pulsing “in the Heartbeat mode”—bright-dim-bright-dim, etc. L1 (Hot) is fed to L1 on the EFT. Then 120 VAC is fed from XFMR (transformer) to an external 40 VA or 50 VA transformers, depending on which valve. From the transformer, 24 VAC is fed to the 24VAC/Com terminals on the EFT.
The dotted lines in Figure 3 are my additions to illustrate the printed circuit board feed from L1 to P1-1 120 VAC, and from neutral to P1-4, as well as the 24 VAC (Hot) from terminal 24VAC to P1-6 and the common (COM) to P1-3. The ST9160 Electronic Fan Timer will be covered in a later section.
The setup for this wiring shown in Figure 3 has the 120 VAC to the SmartValve interrupted and 24 VAC is fed direct on the “R” wire to C1-7 and the “C” to C1-6 on the SmartValve. On a call for heat, a circuit is completed through R and W on the ST9160 the air-proving switch, which must then prove open in 30 seconds. If it does, then 120 VAC is fed from P1-1 to C3-2 and back on neutral from C3-4 to P1-4. Then 120 VAC is fed from C3-1 to the Combustion Air Blower and back to neutral on C3-3. Then the prepurge begins.
At the end of the prepurge, the HSI warm-up starts. The igniter warm-up time for the Norton 271 (used with SV9510) is 17 seconds on the first try and 27 seconds on subsequent tries. The Norton 601 (used with SV9520) warm-up is five seconds on the first try and then 10 seconds on subsequent tries.
The main valve opens and ignition takes place. The flame rod proves the burner flame and the DATA signal is fed from C1-4 to P1-2 to start the fan-on time sequence. The fan will usually come on in 30 to 60 seconds.
When the call for heat ends, and R and W breaks, power to the Combustion Air Blower ceases after post-purge. The air proving switch opens and the DATA signal ceases; the Electronic Fan Timer goes to the dip switch set fan-off run time. At the end of that time, everything is ready for the next call for heat.
Figure 4 shows how the 208907 terminal board allows compatibility with power-stealing thermostats. Many of the control boards cannot be used with power-stealing thermostats unless there is an isolating relay used or a 100 ohm 10 watt resistor placed across W and C.
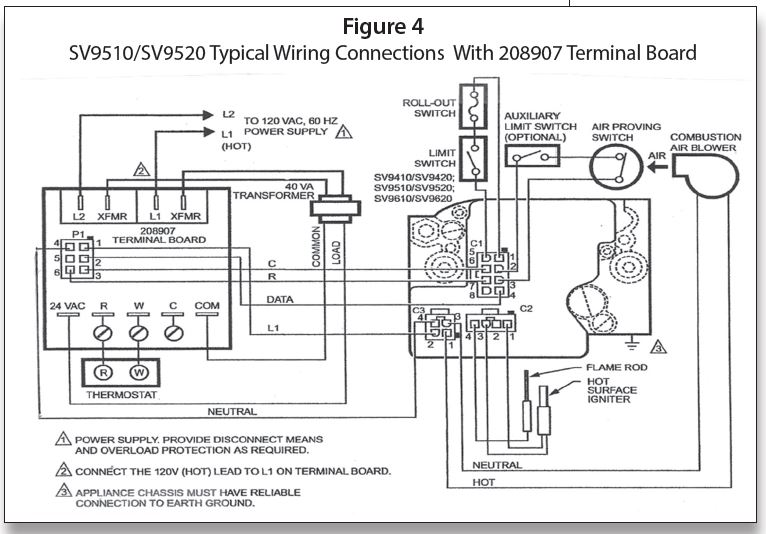
Figure 5 shows a typical wiring diagram with a Forced Hot Water System using a R8285D Honeywell Control Center. With this setup, the 120 VAC is fed direct from the junction box to C3-2 (Hot)/C3-4 (Neutral); in this case, the 24 VAC is interrupted.
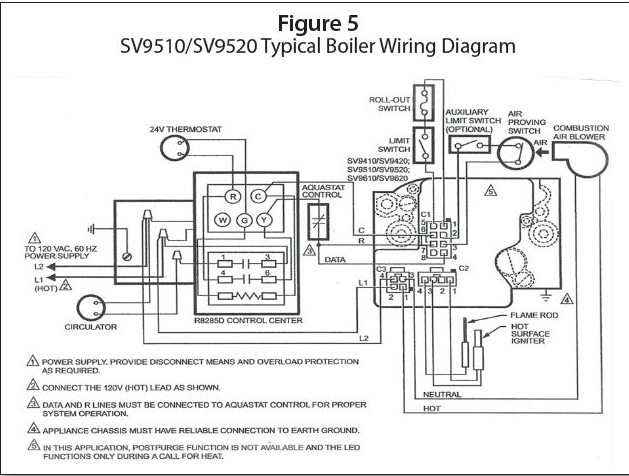
L1 Hot is also fed to Pin 3 on the R8285; also, 24 VAC is fed to Pin 4. On a call for heat from the thermostat, 24 VAC is fed from “R” through the thermostat to “G,” then to the relay coil and back to “C.” This brings in the two sets of relay contacts—1–3 sends 120 VAC to the circulator; 4–6 takes 24 VAC from “R” to “Y” through the aquastat control (high limit) to the R and DATA wire C1-7 and C1-4 (DATA). The sequence after that is the same as the sequence for Figure 3.
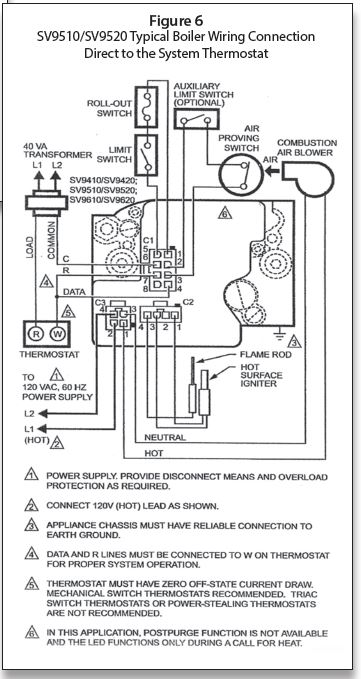
Figure 6 is an example of wiring direct to the thermostat. This setup could also be used for a steam system by adding a Low Water Cut-Off and Pressuretrol in place of the limit switch.
The 24 VAC is again interrupted and the 120 VAC is fed direct to C3-2 and C3-4. In many instances, a jumper from C1-4 to C1-7 may accomplish the wiring from the DATA to “R” wire. Pay particular attention to the triangle notes 1–6 in Figure 6.
In the next article we will discuss troubleshooting the SmartValve Third Generation. ICM


